Фрезерование уступов и пазов
К атегория:
Фрезерные работы
Фрезерование уступов и пазов
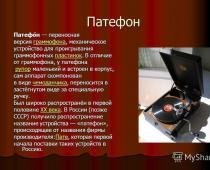
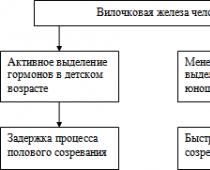
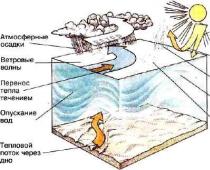
Уступом называют выемку, ограниченную двумя взаимно перпендикулярными плоскостями, образующими ступень. Деталь может иметь один, два и более уступов. Паз - выемка в детали, ограниченная плоскостями или фасонными поверхностями. В зависимости от формы выемки пазы делятся на прямоугольные, Т-образные и фасонные. Пазы любого профиля могут быть сквозными, открытыми или с выходом и закрытыми.
Обработка уступов и пазов является одной из операций, выполняемых на фрезерных станках. К обработанным фрезерованием уступам и пазам предъявляют различные технические требования в зависимости от назначения, серийности производства, точности размеров, точности расположения и шероховатости поверхности. Все эти требования определяют метод обработки.
Фрезерование уступов и пазов осуществляют дисковыми концевыми фрезами, а также набором дисковых фрез. Кроме того, уступы можно фрезеровать торцовыми фрезами.
Фрезерование уступов и пазов дисковыми фрезами. Дисковые фрезы предназначены для обработки плоскостей, уступов и пазов. Различают дисковые фрезы цельные и со вставными зубьями. Цельные дисковые фрезы делятся на пазовые (СТ СЭВ 573-77), пазовые затылованные (ГОСТ 8543-71), трехсторонние с прямыми зубьями (ГОСТ 3755-78), трехсторонние с разнонаправленными мелкими и нормальными зубьями. Фрезы со вставными зубьями выполняются трехсторонними (ГОСТ 1669-78). Дисковые пазовые фрезы имеют зубья только на цилиндрической части, их применяют для фрезерования неглубоких пазов. Основным типом дисковых фрез являются трехсторонние. Они имеют зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Они обеспечивают более высокий класс шероховатости боковых стенок паза или уступа. Для улучшения условий резания дисковые трехсторонние фрезы снабжены наклонными зубьями с переменно чередующимися направлениями канавок, т. е. один зуб имеет правое направление канавки, а другой, смежный с ним, - левое. Поэтому такие фрезы и называют разнонаправленными: Благодаря чередующемуся наклону зубьев осевые составляющие силы резания правых и левых зубьев взаимно уравновешиваются. Эти фрезы имеют зубья и на обоих торцах. Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу. При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с перекрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер. Это достигается с помощью прокладок соответствующей толщины из медной или латунной фольги, которые помещают в разъем между фрезами.

Рис. 1. Уступы

Рис. 2. Типы пазов по форме

Рис. 3. Лазы: сквозные, с выходом и закрытые
Дисковые фрезы со вставными ножами, оснащенными пластинками твердого сплава, бывают трехсторонние (ГОСТ 5348-69) и двусторонние. Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние- для фрезерования уступов и плоскостей. Крепление вставных ножей в корпус у обоих типов фрез осуществляется при помощи осевых рифлений и клина с углом 5°. Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине - соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних - в одном направлении с углом наклона 10° (для праворежущих и леворежу-щих фрез).
Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производительность при обработке пазов и уступов. Дисковая фреза лучше «выдерживает» размер, чем концевая.
Выбор типа и размера дисковых фрез. Тип и размер дисковой фрезы выбирают в зависимости от размеров обрабатываемых поверхностей и материала заготовки. Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры - В, D, d и z. Для фрезерования легкообрабаты-ваемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным крупным зубом. При обработке труднообрабатываемых материалов и фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубом.
Диаметр фрезы следует выбирать минимально возможным, так как чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Кроме того, с увеличением диаметра возрастает ее стойкость.

Рис. 4. Выбор диаметра дисковых фрез
На рис. 5, а, б показана схема фрезерования двух уступов на детали. Фрезерование уступов дисковыми фрезами, как указывалось выше, обычно осуществляют дисковой двусторонней фрезой. Однако в нашем случае следует выбрать дисковую трехстороннюю фрезу, так как надо обработать поочередно по одному уступу с каждой стороны детали.

Рис. 5. Фрезерование уступа дисковой фрезой
Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3-5 мм).
При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, когда биение торцовых зубьев равно нулю. При наличии биения зубьев фрезы размер профрезеро-ванного такой фрезой паза будет соответственно больше размера ширины фрезы. Это следует иметь в виду,’ особенно при обработке точных по ширине пазов.
Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмаса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера.
При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением.
Точную установку фрез на заданную глубину производят специальными установками или габаритами, предусмотренными в приспособлении. На рис. 6 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку (рис. 6, а) или угольник (рис. 6, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп толщиной 3-5 мм во избежание соприкосновения зуба фрезы с закаленной поверхностью установа. Если обработку одной и той же поверхности осуществляют за два прохода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины.
Фрезерование уступов и пазов набором дисковых фрез. При обработке партии одинаковых деталей одновременное фрезерование двух уступов, двух и более пазов может осуществляться набором фрез. Для получения требуемого расстояния между уступами и пазами на оправку между фрезами помещают соответствующий набор установочных колец.
При обработке заготовок набором фрез по габариту устанавливается одна фреза, так как взаимное расположение набора на оправке достигается подбором установочных колец. При установке фрез на заданный размер прибегают к использованию специальных установочных шаблонов. Для точной установки фрез применяют плоскопараллельные концевые меры и индикаторные упоры. На рис. 7 показана схема расположения индикаторных упоров на горизонтально-фрезерном станке для точной установки фрез при поперечных и вертикальных перемещениях стола. Поднимать и опускать стол на заданную величину с помощью такого приспособления можно при ускоренном перемещении, не боясь ошибиться в отсчете.
Целесообразность обработки уступов и пазов набором фрез можно установить, исходя из суммарных затрат времени (калькуляционное время), приходящихся на одну деталь для сопоставляемых вариантов обработки пазов.
Фрезерование уступов и пазов концевыми фрезами. Уступы и пазы могут быть обработаны концевыми фрезами на вертикально- и горизонтально-фрезерных станках. Концевые фрезы (ГОСТ 17026-71*) предназначены для обработки плоскостей, уступов и пазов. Их изготовляют с цилиндрическим и коническим хвостовиком. Концевые фрезы изготовляют с нормальными и крупными зубьями. Фрезы с нормальными зубьями применяют при получистовой и чистовой обработке уступов и пазов. Фрезы с крупными зубьями используют для черновой обработки.
Концевые фрезы обдирочные с затылованными зубьями (ГОСТ 4675-71) предназначены для черновой обработки заготовок, полученных литьем, ковкой.
Концевые твердосплавные фрезы (ГОСТ 20533-75-20539-75) изготовляют двух типов: оснащенные коронками твердых сплавов для диаметров 10-20 мм и винтовыми пластинками (для диаметров 16-50 мм).
Рис. 6. Применение установок для фрез
В настоящее время инструментальные заводы выпускают цельные твердосплавные концевые фрезы диаметром 3-10 мм и концевые фрезы с целой твердосплавной рабочей частью, впаянной в стальной конический хвостовик. Диаметр фрез 14-18 мм, число зубьев три. Применение твердосплавных фрез особенно эффективно при обработке пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Точность пазов по ширине при обработке их мерным инструментом, каким являются дисковые и концевые фрезы, в значительной степени зависит от точности применяемых фрез, а также от точности, жесткости фрезерных станков и от биения фрезы после закрепления в шпинделе. Недостаток мерного инструмента - потеря его номинального размера при износе и после переточек. У концевых фрез после первой же переточки по цилиндрической поверхности искажается размер по диаметру, и они оказываются непригодными для получения точных размеров паза по ширине.
Получить точный размер по ширине паза можно его обработкой за два прохода: черновой и чистовой. При чистовой обработке фреза будет лишь калибровать паз по ширине, сохраняя в течение длительного периода времени свой размер.
В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентриситетом, т. е. регулируемым биением. На рис. 8 показан цанговый патрон, применяемый на Ленинградском станкостроительном объединении им. Я. М. Свердлова. В корпусе патрона расточено отверстие эксцентрично на 0,3 мм относительно его хвостовика. В это отверстие вставляется втулка под цанги с таким же эксцентриситетом относительно внутреннего диаметра. Втулка крепится к корпусу двумя болтами. При повороте втулки гайкой при слегка отпущенных болтах происходит условное увеличение диаметра фрезы (одно деление на лимбг соответствует увеличению диаметра фрезы на 0,04 мм).
При обработке пазов концевой фрезой стружку необходимо отводить вверх по винтовой канавке, чтобы она не портила обработанной поверхности и не вызывала поломки зуба фрезы. Это возможно в том случае, когда направление винтовой канавки совпадает с направлением вращения фрезы, т. е. при их одноименном направлении. Однако осевая составляющая силы резания Рх при этом будет направлена вниз для выталкивания фрезы из гнезда шпинделя. Поэтому при обработке пазов крепление фрезы приходится выполнять более надежно, чем при обработке концевой фрезой открытой плоскости. Направление вращения фрезы и винтовой канавки, как и в случае обработки торцовыми и цилиндрическими фрезами, должно быть разноименным, так как в этом случае осевая составляющая силы резания будет направлена в сторону гнезда шпинделя и стремиться затянуть оправку с фрезой в гнездо шпинделя.

Рис. 8. Патрон для фрезерования мерных пазов стандартными фрезами

Рис. 9. Фрезерование наклонной плоскости в тисках

Рис. 10. Фрезерование выемки корпусной детали
Другие виды работ, выполняемые концевыми фрезами. Помимо обработки уступов и пазов концевые фрезы применяются для выполнения других работ на вертикально- и горизонтально-фрезерных станках.
Концевые фрезы применяются для обработки открытых плоскостей: вертикальных, горизонтальных и наклонных. На рис. 9 показано фрезерование наклонной плоскости в универсальных тисках. Приемы обработки плоскостей концевыми фрезами ничем не отличаются от приемов обработки уступов и пазов. Концевыми фрезами можно обрабатывать различные выемки (гнезда). На рис. 10 показано фрезерование выемки концевой фрезой. Фрезерование выемок в заготовке производится по разметке. Удобнее сначала произвести предварительное фрезерование контура выемки (не доходя до линий разметки), а затем - окончательное фрезерование контура.
В тех случаях, когда требуется выфрезеровать окно, а не выемку, необходимо под заготовку подложить соответствующую подкладку, чтобы не повредить тиски в момент выхода концевой фрезы.
Фрезерование уступов торцовой фрезой. Уступы можно фрезеровать как на вертикально-, так и на горизонтально-фрезерных станках. Обработку деталей с симметрично расположенными уступами можно осуществлять при закреплении заготовок в двухпозиционных поворотных столах. После фрезерования первого уступа приспособление поворачивают на 180° и ставят во вторую позицию для фрезерования второго уступа.
Фрезерование специальных пазов
В машиностроении широко применяют детали со специальными пазами. Рассмотрим два наиболее распространенных паза,
метод их обработки и инструмент, необходимый при выполнении фрезерных работ.
Фрезерование пазов типа «ласточкин хвост»
Паз типа «ласточкин хвост» служит, в основном, в качестве направляющей для подвижных элементов машин - это консоли, салазки стола, направляющие суппорта токарных станков, серьги фрезерных станков… Основной инструмент для получения подобного паза - концевая угловая фреза названная по типу паза «ласточкин хвост». Фрезы «ласточкин хвост» изготавливаются одноугловыми (режущая кромка, как правило, только на конической части фрезы) или двухугловыми (режущая кромка с двух смежных сторон). Нагрузка на двухугловые фрезы распределяется более равномерно, поэтому они работают более плавно и более долговечны. Фрезы «ласточкин хвост» изготавливаются из быстрорежущих сталей Р6М5, Р9 и твердых сплавов ВК8, Т5К10 и Т15К6.
Фрезерование паза «ласточкин хвост» является завершающей операцией фрезерной обработки детали поэтому очень важен подбор инструмента и правильное закрепление заготовки. Выверка заготовки производится непосредственно в станочных тисках или, если деталь крупная, на столе фрезерного станка с помощью штангенрейсмаса, угольников и индикаторов относительно направления подачи.
Обработка паза производится в два этапа:
Первый - фрезеруется прямоугольный паз концевой фрезой или, если позволяют условия, трехсторонней фрезой.
 Второй - угловой фрезой(«ласточкин хвост») поочередно обрабатываются боковые стороны.
Второй - угловой фрезой(«ласточкин хвост») поочередно обрабатываются боковые стороны.
Учитывая тяжелые условия резания подачу инструмента необходимо несколько занизить - приблизительно до 40% от обычных условий работы (при данном материале, ширине срезаемого материала, подачи охлаждающей жидкости и т.д.).
Измерение производятся с помощью штангенинструмента, угловые размеры - универсальным угломером(сама фреза), шаблонами от базовой поверхности детали, двумя калиброванными цилиндрическим роликами по специальным формулам.
При фрезеровании паза типа «ласточкин хвост» необходимо обратить на следующие проблемы, которые могут возникнуть:
Глубина паза и углы наклона боковых сторон не одинаковы по всей длине - причина неточная выверка детали в горизонтальной плоскости;
Угол наклона боковых сторон не соответствует заданной величине - неправильный расчет угла фрезы, износ фрезы вследствие несоответствия режима обработки и материала инструмента;
Разная ширина паза по всей длине - смещение стола станка в направляющих консолях;
Шероховатость поверхности - работа с неправильно заточенным инструментом, несоответствие подачи.
Поломка фрезы - вследствие большой нагрузки при обработке данного паза на сопрягаемые режущие кромки ломается верхушка фрезы - необходимо ее предварительно закруглять, делать с небольшим радиусом.
Фрезерование Т-образных пазов
Т-образные пазы применяют, в основном, в машиностроении для крепления деталей. Их щироко применяют в столах станков различного назначения(шлифовальные, сверлильные, фрезерные, строгальные и т.д.). Они служат для размещения в них головок крепежных болтов, а также для выверки приспособления на столе станка. Т-образные пазы характеризуются общей глубиной, толщиной между пазом и рабочей поверхностью стола, а также шириной узкой верхней и широкой нижней части. Пазы этого типа регламентированы стандартом. Каждому размеру соответствуют строго определенные другие размеры, т.к. под них в промышленных масштабах изготавливаются специальные болты, крепежные приспособления, оснастка.
Для изготовления Т-образного паза требуются:
Концевая фреза диаметром равной узкой ширине паза или меньшего диаметра при нескольких проходах;
 - при производстве нескольких пазов удобнее работать трехсторонней фрезой толщиной равной узкой части Т-образного паза. Паз получается точнее и скорость обработки выше чем концевой фрезой, да и процент брака ниже;
- при производстве нескольких пазов удобнее работать трехсторонней фрезой толщиной равной узкой части Т-образного паза. Паз получается точнее и скорость обработки выше чем концевой фрезой, да и процент брака ниже;
Специальная Т-образная концевая фреза. Фреза для Т-образных пазов состоит из рабочей части с элементами и геометрией дисковых пазовых фрез, коническог
 о или цилиндрического хвостовика и гладкой цилиндрической шлифованной шейки, диаметр которой обычно подбирают равной ширине узкой части паза(можно и меньше). Рабочая часть фрезы может быть с разнонаправленными зубьями и изготавли
вается из быстрорежущих сталей Р6М5, Р18 или оснащаться твердосплавными пластинами ВК8, Т5К10, Т15К6 и др.;
о или цилиндрического хвостовика и гладкой цилиндрической шлифованной шейки, диаметр которой обычно подбирают равной ширине узкой части паза(можно и меньше). Рабочая часть фрезы может быть с разнонаправленными зубьями и изготавли
вается из быстрорежущих сталей Р6М5, Р18 или оснащаться твердосплавными пластинами ВК8, Т5К10, Т15К6 и др.;
Фреза типа «ласточкин хвост» или зенковка для снятия внутренней и наружной фасок.
Последовательность фрезерования Т-образного паза похожа на фрезеровку пазов типа «ласточкин хвост».Первоначально фрезеруют прямоугольный паз шириной равной или меньшей узкой части паза и глубиной равной глубине паза.
«ласточкин хвост».Первоначально фрезеруют прямоугольный паз шириной равной или меньшей узкой части паза и глубиной равной глубине паза.
Далее подбирают фрезу для Т-образных пазов. В зависимости от размеров паза принимают решениео проходе одной фрезой или несколькими, т.к. при большой глубине и ширине паза рабочий инструмент испытывает большие нагрузки, подбирают одну или несколько фрез с одинаковой высотой рабочей части и, желат
 ельно, с соответствующим размером шейки. Таким образом, достигается более щадящий режим обработки, т.к. уменьшается толщина срезаемого слоя в заготовке. При работе нужно обратить особое внимание на удаление стружки, т.к. в закрыто
м пазу это приобретает очень важное значение и предусмотреть обязательную подачу СОЖ(смазочно-охлаждающей жидкости) для отвода лишнего тепла во избежание перегрева рабочей фрезы. Скорость подачи при данном виде работ необходимо максимально уменьшить.
ельно, с соответствующим размером шейки. Таким образом, достигается более щадящий режим обработки, т.к. уменьшается толщина срезаемого слоя в заготовке. При работе нужно обратить особое внимание на удаление стружки, т.к. в закрыто
м пазу это приобретает очень важное значение и предусмотреть обязательную подачу СОЖ(смазочно-охлаждающей жидкости) для отвода лишнего тепла во избежание перегрева рабочей фрезы. Скорость подачи при данном виде работ необходимо максимально уменьшить.
Завершающая операция предусматривает снятие наружных и внутренних фасок. При этом применяются концевые одноугловые или двухугловые фрезы. Дл
 я наружной фаски - возможно применение зенковок, для внутренней - фрезы типа «ласточкин хвост». Основное условие - диаметр угловой фрезы должен быть больше размера узкой части Т-образного паза для получения более ровной фаски и большей
производительности труда.
я наружной фаски - возможно применение зенковок, для внутренней - фрезы типа «ласточкин хвост». Основное условие - диаметр угловой фрезы должен быть больше размера узкой части Т-образного паза для получения более ровной фаски и большей
производительности труда.
Измерение и контроль размеров Т-образного паза производят штангенциркулем, штангенрейсмасом, нутромером, индикаторами, а также специальными шаблонами.
При фрезеровании Т-образных пазов могут быть следующие виды брака:
- высота паза по все длине детали неодинакова - - заготовка не выверена при установке в горизонтальной плоскости;- ширина внутренней части паза в конце меньше размера в начале заготовки - несвоевременное удаление стружки, вследствие чего - повышенный износ инструмента;
- ширина узкой части превышает заданный размер - неправильная заточка инструмента, биение режущей части фрезы, недостаточная жесткость(люфт) стола станка.
Удачи всем и успехов!
Расширить функциональные возможности ручного электроинструмента, сделать его использование более удобным, комфортным и безопасным позволяют приспособления для ручного фрезера. Серийные модели таких устройств стоят достаточно дорого, но можно сэкономить на их приобретении и сделать приспособления для оснащения фрезера по дереву своими руками.
Различного рода приспособления могут сделать из ручного фрезера по-настоящему универсальный инструмент
Основная задача, которую решают приспособления для фрезера, заключается в том, чтобы инструмент располагался по отношению к обрабатываемой поверхности в требуемом пространственном положении. Некоторые наиболее часто используемые приспособления для фрезерных станков входят в стандартную комплектацию такого оборудования. Те же модели, которые имеют узкоспециализированное назначение, приобретаются отдельно или изготавливаются своими руками. При этом у многих приспособлений для фрезера по дереву такая конструкция, что изготовить их своими руками не представляет особых проблем. Для самодельных приспособлений для ручного фрезера даже не потребуются чертежи – вполне достаточно будет их рисунков.
Среди приспособлений для фрезера по дереву, которые можно изготовить и своими руками, есть целый ряд популярных моделей. Рассмотрим их подробнее.
Параллельный упор для выполнения прямых и фигурных резов
Параллельный упор для или другой базовой поверхности, позволяющий выполнять в дереве прямолинейные резы относительно данных поверхностей, является одним из самых популярных приспособлений и входит в стандартный комплект многих моделей. Используя такое приспособление, базовым элементом для которого, кроме рабочего стола, может выступать боковая сторона обрабатываемой детали или направляющая рейка, выполняют обработку пазов на заготовке, а также осуществляют фрезерование ее кромочной части.

Конструкция параллельного упора для фрезера включает в себя следующие составные элементы:
- штанги, которые вставляются в специальные отверстия в корпусе фрезера;
- стопорный винт, посредством которого штанги фиксируются в требуемом положении;
- винт точной настройки, который нужен для того, чтобы более точно отрегулировать расстояние, на котором ось фрезы будет находиться от базовой поверхности;
- опорные накладки, которыми приспособление упирается в базовую поверхность (в отдельных моделях параллельных упоров предусмотрена возможность изменения расстояния между опорными накладками).
Чтобы подготовить упор для фрезера к работе, требуется совершить следующие действия:
- вставить штанги упора в отверстия в основании фрезера и закрепить их в требуемом положении стопорным винтом;
- ослабив стопорный винт и используя винт точной настройки, отрегулировать расстояние между осью фрезы и опорной поверхностью приспособления.



Дополнив параллельный упор одной простой деталью, можно использовать такое приспособление для создания в дереве не только прямолинейных, но и криволинейных резов. Такой деталью является деревянный брусок, одна сторона которого прямая, а на второй выполнена выемка округлой или угловой формы. Его располагают между опорными накладками упора и базовой поверхностью обрабатываемой заготовки из дерева, которая имеет криволинейную форму.
При этом, естественно, своей прямой стороной брусок должен упираться в опорные накладки приспособления, а стороной с выемкой – в криволинейную базовую поверхность. Работать с параллельным упором, дополнительно оснащенным таким бруском, следует предельно аккуратно, так как положение самого фрезера в данном случае будет достаточно неустойчивым.

Направляющая шина
Направляющая шина, как и параллельный упор, обеспечивает прямолинейное перемещение фрезера относительно базовой поверхности в процессе обработки дерева. Между тем, в отличие от параллельного упора, такая направляющая для фрезера может располагаться под любым углом к кромке обрабатываемого изделия. Таким образом, направляющая шина может обеспечить возможность точного перемещения фрезера в ходе обработки дерева практически в любом направлении в горизонтальной плоскости. Направляющая шина, оснащенная дополнительными конструктивными элементами, пригодится также при фрезеровании отверстий, располагаемых в дереве с определенным шагом.
Фиксация направляющей шины на рабочем столе или обрабатываемой заготовке обеспечивается специальными зажимами. Если в базовой комплектации приспособления такие зажимы отсутствуют, для этих целей подойдут обычные струбцины. Отдельные модели направляющих шин могут быть укомплектованы специальным адаптером, который часто называют башмаком. Адаптер, соединяемый с основанием фрезера посредством двух штанг, в процессе обработки скользит по профилю шины и таким образом обеспечивает перемещение рабочей головки фрезера в заданном направлении.

Такое приспособление для фрезерования, как направляющая шина, лучше всего применять в комплекте с фрезерами, опорная площадка которых оснащена регулируемыми по высоте ножками. Объясняется это следующим. В тех случаях, когда опорные поверхности фрезера и шины оказываются в разных горизонтальных плоскостях, что может произойти при слишком близком расположении приспособления по отношению к обрабатываемой заготовке из дерева, регулируемые ножки инструмента дают возможность устранить такое расхождение.
Направляющие приспособления для оснащения фрезера, которые, несмотря на простоту своей конструкции, будут отличаться высокой эффективностью использования, без особых сложностей можно изготовить и своими руками. Простейшее из таких приспособлений может быть сделано из длинного деревянного бруска, который закрепляется на обрабатываемом изделии при помощи струбцин. Чтобы такая приспособа стала еще более удобной, можно дополнить ее боковыми упорами. Если положить и зафиксировать брусок одновременно на двух (и даже более) заготовках из дерева, то можно выполнить фрезерование паза на их поверхности за один проход.

Основной недостаток, которым отличается устройство вышеописанной конструкции, заключается в том, что точно зафиксировать брусок относительно линии будущего реза непросто. Подобного недостатка лишены направляющие приспособления двух предложенных ниже конструкций.
Первое из таких приспособлений представляет собой устройство, изготовленное из соединенных между собой доски и фанерного листа. Чтобы обеспечить выравнивание данного приспособления по отношению к краю выполняемого паза, необходимо соблюсти следующие условия: расстояние от края упора до края фанеры (основы) должно точно соответствовать расстоянию, на котором используемый инструмент располагается от крайней точки базы фрезера. Приспособление предложенной конструкции применяется в том случае, если дерево обрабатывается фрезами одного диаметра.

Для фрезерных операций, выполняемых инструментами различного диаметра, целесообразно применять приспособления другой конструкции. Особенность последних заключается в том, что фрезер при их использовании соприкасается с упором всей подошвой, а не только своей средней частью. В конструкции такого упора присутствует откидная доска на петлях, которая и обеспечивает правильное пространственное положение устройства по отношению к поверхности обрабатываемого изделия из дерева. Назначение этой доски состоит в том, чтобы обеспечить фиксацию упора в требуемом положении. После того как такая процедура будет выполнена, доска откидывается и тем самым освобождает место для рабочей головки фрезера.

Изготавливая такое приспособление для фрезера своими руками, следует иметь в виду, что расстояние от центра используемого инструмента до крайней точки базы фрезера должно соответствовать величине ширины откидной доски и зазора между доской и упором, если он предусмотрен в конструкции приспособления. В том случае, если при изготовлении данного приспособления вы ориентировались только на край фрезы и край паза, который необходимо сформировать с ее помощью, применять такое устройство можно будет только с фрезами одного диаметра.
Нередко фрезеровать пазы в заготовках из дерева приходится поперек волокон материала, что приводит к образованию задиров. Уменьшить величину задиров позволяют приспособления, которые, прижимая волокна в том месте, где выходит фреза, не дают им отщепиться от поверхности обрабатываемого дерева. Конструкция одного из таких приспособлений состоит из двух досок, которые соединяются между собой шурупами под углом 90°. Ширина паза, выполненного в таком приспособлении, должна совпадать с шириной выемки, создаваемой в изделии из дерева, для чего с разных сторон упора используют фрезы разного диаметра.
Другое фрезерное приспособление, конструкция которого состоит из двух L-образных элементов, фиксируемых на обрабатываемом изделии из дерева струбцинами, требуется для фрезерования открытых пазов и обеспечивает минимальное количество задиров в процессе обработки.
Копировальные кольца и шаблоны
Копировальная втулка для фрезера – это приспособление с выступающим бортиком, который скользит вдоль шаблона и таким образом задает движение фрезы в требуемом направлении. На подошве фрезера такое кольцо может фиксироваться различными способами: прикручиваться винтами, вворачиваться в резьбовое отверстие, вставляться специальными усиками в отверстия в подошве инструмента.

Диаметры копировального кольца и применяемого инструмента должны иметь близкие значения, но при этом важно, чтобы кольцо не касалось режущей части фрезы. Если диаметр кольца превышает поперечный размер копировальной фрезы, то такой шаблон для компенсации разницы между его размером и диаметром инструмента не должен превышать размера обрабатываемого изделия.
Фрезерный шаблон, выполненный в виде кольца, может закрепляться на заготовке из дерева при помощи двухстороннего скотча и струбцин, которыми обе его части прижимаются к рабочему столу. Выполнив фрезерование по шаблону, следует проверить, что кольцо в процессе выполнения фрезерной операции плотно прижималось к краю шаблона.

Шаблоны для фрезерования можно использовать не только для обработки всей кромки изделия, но и для придания его углам округлой формы. Применяя такой шаблон для фрезера, можно выполнять на углах обрабатываемого изделия из дерева закругления различного радиуса.
Шаблоны, используемые для работы с ручным фрезером, могут оснащаться подшипником или кольцом. В последнем случае необходимо соблюсти следующие условия: кольцо должно точно соответствовать диаметру фрезы или в конструкции приспособления должны быть предусмотрены упоры, которые позволяют отодвигать шаблон от края заготовки и тем самым устранять разницу между радиусами инструмента и кольца.
При помощи шаблонов, которые могут быть и регулируемыми, можно не только фрезеровать кромки обрабатываемого изделия из дерева, но и создавать фигурные пазы на его поверхности. Кроме того, если сделать шаблон соответствующей конструкции, что не представляет больших сложностей, с ним можно будет быстро и точно вырезать пазы для дверных петель.
Вырезание пазов округлой и эллиптической формы
Чтобы ручным фрезером вырезать в дереве пазы в форме круга или эллипса, используют циркульные приспособления. Простейший циркуль для фрезера состоит из штанги. Один ее конец соединяется с основанием фрезера, а второй оснащается винтом и штифтом. Штифт вставляется в отверстие, выступающее в качестве центра окружности, по контуру которой формируется паз. Чтобы изменить радиус окружности паза, для выполнения которого используется такой циркуль для фрезера, достаточно сместить штангу относительно основания фрезера. Более удобными в использовании являются циркульные приспособления, в конструкции которых предусмотрены две штанги, а не одна.

Оснастка, работающая по принципу циркуля, является достаточно распространенным типом приспособлений, используемых для работы с фрезером. С их помощью очень удобно выполнять фрезерование фигурных пазов с различными радиусами закругления. Как уже говорилось выше, типовая конструкция такого приспособления, которое можно изготовить и своими руками, включает в себя винт со штифтом, имеющим возможность перемещаться по пазу устройства и тем самым позволяющим регулировать радиус создаваемого паза.
В тех случаях, когда фрезером по дереву или другому материалу необходимо создать отверстие небольшого диаметра, используется оснастка другого типа. Особенностью конструкции таких приспособлений, которые фиксируются на нижней части базы фрезера, является то, что их штифт, устанавливаемый в центральное отверстие на обрабатываемой заготовке, располагается под основанием используемого электроинструмента, а не за его пределами.

Основание
Уголок
Направляющие
Центрирующий штифт
Циркуль в сборе. Вид снизу
Циркуль в сборе. Вид сверху
Используя специальные приспособления, ручным фрезером можно создавать в дереве не только круглые, но и овальные отверстия. Конструкция одного из таких приспособлений включает в себя:
- основание, которое может фиксироваться на обрабатываемом изделии из дерева вакуумными присосками или винтами;
- два башмака, которые перемещаются по пересекающимся направляющим;
- две монтажные штанги;
- кронштейн, соединяющий основание приспособления с фрезером.
За счет специальных пазов в кронштейне такого приспособления его опорная плита легко выставляется в одной плоскости с основанием фрезера. Если данная оснастка используется для выполнения фрезерования по круглому контуру, то задействуется один башмак, а если по овальному, то оба. Сделанный таким приспособлением вырез отличается более высоким качеством, чем если бы он был выполнен с использованием лобзика или ленточной пилы. Объясняется это тем, что обработка при помощи фрезера, используемого в данном случае, осуществляется инструментом, который вращается с высокой скоростью.

Приспособления для быстрого и качественного фрезерования пазов на узких поверхностях
На вопрос о том, как сделать пазы для дверных петель или замка, сможет ответить любой домашний мастер. Для этих целей, как правило, используются дрель и обычное долото. Между тем выполнить такую процедуру значительно быстрее и с меньшими трудозатратами можно, если взять для этого фрезер, оснащенный специальным приспособлением. Конструкция такого приспособления, при помощи которого на узких поверхностях можно создавать пазы различной ширины, представляет собой плоское основание, фиксируемое на подошве фрезера. На основании, которое может иметь как круглую, так и прямоугольную форму, установлены два штыря, задача которых заключается в том, чтобы обеспечить прямолинейное движение фрезера в процессе обработки.
Основное требование, которому должна соответствовать насадка на фрезер вышеописанной конструкции, состоит в том, что оси направляющих штырей должны находиться на одной линии с центром используемой для обработки дерева фрезы. Если данное условие выполнено, то паз, выполняемый на торце обрабатываемой заготовки, будет располагаться строго по его центру. Чтобы сместить паз в одну из сторон, достаточно надеть на один из направляющих штырей втулку соответствующего размера. При использовании подобной насадки на ручной фрезер нужно следить за тем, чтобы направляющие штыри в процессе обработки прижимались к боковым поверхностям обрабатываемого изделия.

Обеспечить устойчивость фрезера при обработке узких поверхностей можно и без специальных приспособлений. Решают такую задачу при помощи двух досок, которые крепятся с обеих сторон обрабатываемого изделия таким образом, чтобы сформировать с поверхностью, на которой выполняется паз, одну плоскость. Сам фрезер при использовании такого технологического приема позиционируется при помощи параллельного упора.
Фрезерные приспособления для обработки тел вращения
Многие приспособления для ручного фрезерного станка, изготавливаемые пользователями под свои нужды, не имеют серийных аналогов. Одним из таких устройств, необходимость в использовании которого возникает достаточно часто, является приспособление, облегчающее процесс вырезания пазов в телах вращения. Используя такое приспособление, в частности, можно легко и точно вырезать продольные канавки на столбах, балясинах и других изделиях из дерева подобной конфигурации.

Фрезе и рамка в сборе
Каретка для фрезера
Делительный диск
Конструкцию данного приспособления составляют:
- корпус;
- передвижная фрезерная каретка;
- диск, при помощи которого выполняется установка угла поворота;
- винты, обеспечивающие фиксацию обрабатываемой заготовки;
- стопорный винт.
Если такое приспособление дополнительно оснастить простейшим приводом, в качестве которого можно использовать обычную дрель или шуруповерт, то фрезерованием на нем можно успешно заменить обработку, выполняемую на токарном станке.
Приспособление для фрезерования шипов
Шипорезное приспособление для фрезера позволяет с высокой точностью выполнять обработку деталей, соединяемых по принципу «шип-паз». Наиболее универсальные из таких приспособлений позволяют выполнять фрезерование шипов различных типов («ласточкин хвост» и прямые). В работе такого приспособления задействовано копировальное кольцо, которое, перемещаясь по пазу в специальном шаблоне, обеспечивает точное движение фрезы в заданном направлении. Чтобы изготовить такой своими руками, необходимо в первую очередь подобрать шаблоны пазов, для выполнения которых он будет использоваться.
Несколько дополнительных вариантов расширения функциональности фрезера
Зачем нужно создавать дополнительные приспособления для оснащения ручного фрезера, который и так является достаточно функциональным устройством? Дело в том, что такие приспособления позволят вам превратить свой ручной фрезер в полноценный обрабатывающий центр. Так, зафиксировав ручной фрезер на направляющей (это может быть и ), можно не только облегчить процесс его использования, но и повысить точность выполняемых операций. Конструкция такого полезного приспособления не содержит в себе сложных элементов, поэтому изготовить его для фрезера и для дрели своими руками не составит большого труда.
Многие домашние мастера, задаваясь вопросом о том, как работать с ручным фрезером с еще большей эффективностью, изготавливают для этого инструмента функциональный рабочий стол. Естественно, использовать такой стол можно и для другого оборудования (например, для циркулярной пилы или электрической дрели).

Если в вашем распоряжении нет ручного фрезера, то и такая проблема решается при помощи специальных приспособлений, позволяющих успешно выполнять фрезерование на серийном токарном станке. Используя фрезерное приспособление для токарного станка, можно значительно расширить функциональные возможности серийного оборудования (в частности, выполнять с его помощью обработку плоскостей, делать выборку пазов и канавок, обрабатывать различные детали по контуру). Важно также, что такое приспособление для токарного станка не отличается сложностью конструкции, и изготовить его самостоятельно не составит больших проблем.
Фрезерование плоскостей
Фрезеруют плоскости обычно цилиндрическими и торцовыми фрезами. Ширину фрезерования, как правило, устанавливают по условиям на обработку. Ширину фрезы выбирают несколько больше ширины фрезеруемой поверхности. Глубину резания определяют, учитывая припуск на обработку и требования к чистоте.
Подачу на оборот фрезы при обработке цилиндрическими фрезами определяют по таблице 68 в зависимости от вида обработки, принятой глубины резания, диаметра и количества зубьев фрезы.
При обработке торцовыми фрезами подачу устанавливают по таблице 69 в зависимости от обрабатываемого материала, вида обработки, принятой глубины резания, диаметра и количества зубьев фрезы.
Скорость резания при обработке плоскостей цилиндрическими фрезами определяют по таблице 70 в зависимости от принятой глубины резания, подачи, диаметра, количества зубьев и ширины фрезы.
Скорость резания при обработке плоскостей торцовыми фрезами находят по таблице 71 в зависимости от принятой глубины резания, подачи, диаметра и количества зубьев фрезы. В указанных таблицах приведены также и значения чисел оборотов.
Таблица 68
| Диаметр фрезы | Количество зубьев | Черновая обработка | Получистовая | |||
| 1,28-0,64 | 0,80-0,48 | 0,48-1,28 | 0,8-1,6 | |||
| 1,20-0,64 | 0,96-0,56 | 0,24-0,64 | 0,4-0,8 | |||
| 1,44-0,72 | 0,90-0,54 | 0,54-0,96 | 0,9-1,8 | |||
| 1,60-0,80 | 1,20-0,64 | 0,24-0,64 | 0,4-0,8 | |||
| 1,60-1,00 | 0,60-1,00 | 1,0-2,0 | ||||
| 1,60-,80 | 1,20-0,64 | 0,24-0,64 | 0,4-0,8 |
Выбранные из таблиц скорости резания и числа оборотовдолжны быть откорректированы, если условия обработки отличаются от условий, предусмотренных таблицами.
Таблица 69
| Диаметр фрезы | Количество зубьев | Черновая обработка плоскостей торцевыми фрезами | Получистовая | |||
| Глубина резания не более, мм | ||||||
| Сталь | ||||||
| 1,6-0,96 | 1,28-0,8 | 0,64-1,00 | 0,80-1,20 | |||
| 1,5-0,80 | 1,2-0,60 | 0,48-0,80 | 0,54-0,96 | |||
| 1,8-1,08 | 1,44-0,9 | 0,8-1,20 | 0,96-1,44 | |||
| 1,5-0,80 | 1,2-0.6 | 1,0-0,5 | 0,48-0,80 | 0,54-0,96 | ||
| 2,0-1,20 | 1.6-1,0 | 0,96-1,44 | 1,2-1,60 | |||
| 1,8-0,96 | 1,44-0,72 | 1,2-0,6 | 0,54-0,96 | 0,64-1,00 | ||
| 1,8-0,96 | 1,44-0,72 | 1,2-0,6 | 0,54-0,60 | 0,64-1,00 | ||
| Чугун | ||||||
| 3,2-1,6 | 2,4-1,6 | 0,8-1,00 | 0,96-1,44 | |||
| 2,5-1,6 | 2,0-1,2 | 0,54-0,% | 0,64-1,00 | |||
| 3,6-1,8 | 2,70-1,44 | 0,96-1,44 | 1,20-1,60 | |||
| 2,5-1,5 | 2,0-1,20 | 1.8-1,0 | 0,54-0,96 | 0,64-1,00 | ||
| 4,0-2,0 | 3,0-1,60 | 1,2-1,60 | 1,44-1,80 | |||
| 3,0-1,8 | 2,4-1,44 | 2,16-1,2 | 0,64-1,00 | 0,80-1,20 | ||
| 3,0-1,8 | 2,4-1,44 | 1,8-1,2 | 0,64-1,00 | 0,80-1,20 |
Корректирование заключается в умножении табличной скорости и числа оборотов на соответствующие коэффициенты. Значения их указаны в таблицах 12, 13, 14, 15.
Прямоугольные пазы и уступы фрезеруют дисковыми или концевыми фрезами. Ширину фрезерования устанавливают в соответствии с условиями на обработку и в связи g этим выбирают фрезу по ширине равной ширине паза, а при обработке уступа - несколько больше ширины фрезеруемой поверхности.
Глубину резания определяют, учитывая припуск на обработку.
Скорость резания и число оборотов при фрезеровании плоскостей цилиндрическими фрезами (фреза Р9 g охлаждением) показана ниже (табл. 70).
Таблица 70
| Диаметр фрезы, мм | Ширина фрезы, мм | Подача не более, мм/об | Глубина фрезерования не более, мм | |||||
| 1,28 | ||||||||
| 0,80 | ||||||||
| 0,40 | ||||||||
| 0,32 | ||||||||
| 1,44 | ||||||||
| 0,90 | ||||||||
| 0,54 | ||||||||
| 0,52 | ||||||||
| 1,60 | ||||||||
| 1,00 | ||||||||
| 0,60 | ||||||||
| 0,40 |
Скорость резания и число оборотов при фрезеровании плоскостей торцевой фрезой(Р9 с охлаждением) следующая (табл. 71).
При фрезеровании пазов и уступов дисковыми фрезами подачу на оборот фрезы берут из таблицы 72 в зависимости от принятой глубины резания, диаметра и количества зубьев.фрезы и ширины паза.
Таблица 71
| Диаметр фрезы, мм | Подача не более, мм/об | Глубина резания не более, мм | |||||
| 1,28 | 45,5 | 43,0 | |||||
| 0,80 | 49,6 | 47,2 | |||||
| 0,48 | 55,3 | 52,4 | |||||
| 0,32 | 60,0 | 56,6 | |||||
| 1,44 | 46,5 | 43,6 | |||||
| 0,90 | 50,6 | 48,2 | |||||
| 0,54 | 56,5 | 53,4 | |||||
| 0,36 | 61,0 | 59,0 | |||||
| 2,00 | 45,0 | 42,5 | 39,1 | ||||
| 1,60 | 47,0 | 44,6 | 41,0 | ||||
| 1,00 | 51,5 | 48,8 | 45,0 | ||||
| 0,60 | 57,2 | 54,4 | 49,8 | ||||
| 2,20 | 45,0 | 42,5 | 39,2 | ||||
| 1,76 | 47,0 | 44,6 | 41,0 | ||||
| 1,10 | 51,5 | 49,0 | 45,0 | ||||
| 0,66 | 57,2 | 54,5 | 49,8 | ||||
| 0,44 | 62,0 | 59,0 | 54,0 |
В таблице 73 приведены значения подач при обработке пазов и уступов концевыми фрезами в зависимости от глубины паза (уступа), диаметра и количества зубьев фрезы и обрабатываемого материала.
Скорость резания и число оборотов при обработке пазов и уступов дисковыми фрезами выбирают по таблице 74 в зависимости от принятой глубины резания, подачи и диаметра фрезы.
Таблица 72
| Диаметр фрезы, мм | Количество зубьев | Ширина паза | Глубина резания не более, мм | ||
| 6-12 | 1,28-0,80 | 0,96-0,48 | 0,80-0,48 | ||
| 10-20 | 1,44-0,90 | 1,08-0,54 | 0,90-0,54 | ||
| 1,44-0,96 | 1,20-0,72 | 0,96-0,60 | |||
| 10-20 | 1,60-1,00 | 1,20-0,60 | 1,00-0,60 | ||
| 1,44-0,96 | 1,20-0,72 | 0,96-0,60 | |||
| 12-24 | 2,20-1,10 | 1,76-0,88 | 1,32-0,66 | ||
| 1,68-1,12 | 1,40-0,70 | 1,12-0,56 |
Таблица 73
| Диаметр фрезы не более, мм | Количество зубьев | |||||
| Сталь | ||||||
| 0,02-0,02 | 0,02-0,01 | |||||
| 0,04-0,03 | 0,03-0,02 | 0,02-0,01 | ||||
| 0,06-0,05 | 0,05-0,04 | 0,04-0,03 | ||||
| 0,08-0,07 | 0,07-0,06 | 0,05-0,04 | ||||
| 0,08-0,06 | 0,07-0,04 | 0,04-0,03 | ||||
| 0,10-0,08 | 0,08-0,05 | 0,05-0,03 | ||||
| 0,11-0,08 | 0,08-0,06 | 0,06-0,04 | 0,04-0,03 | |||
| 0,14-0,10 | 0,10-0,07 | 0,06-0,04 | 0,05-0,03 | |||
| 0,12-0,09 | 0,09-0,06 | 0,07-0,05 | 0,05-0,04 | |||
| 0,14-0,10 | 0,10-0,07 | 0,08-0,06 | 0,06-0,04 | |||
| Чугун и медные сплавы | ||||||
| 0,03-0,02 | 0,02-0,01 | |||||
| 0,05-0,04 | 0,04-0,02 | 0,02-0,01 | ||||
| 0,08-0,06 | 0,07-0,05 | 0,05-0,03 | ||||
| 0,11-0,08 | 0,09-0,06 | 0,08-0,05 | ||||
| 0,14-0,09 | 0,12-0,09 | 0,08-0,06 | 0,05-0,04 | |||
| 0,16-0,10 | 0,14-0,10 | 0,11-0,07 | 0,07-0,05 | |||
| 0,14-0,10 | 0,10-0,08 | 0,07-0,05 | 0,06-0,04 | |||
| 0,18-0,13 | 0,14-0,10 | 0,10-0,08 | 0,07-0,06 | |||
| 0,15-0,12 | 0,12-0,09 | 0,10-0,08 | 0,07-0,05 | |||
| 0,18-0,15 | 0,14-0,10 | 0,12-0,09 | 0,08-0,07 |
Таблица 74
| Диаметр фрезы, мм | Подача не более, мм/об | Глубина паза (уступа) не более, мм | |||||||
| 1,28 | |||||||||
| 0,80 | |||||||||
| 0,42 | |||||||||
| 0,32 | |||||||||
| 1,44 | |||||||||
| 0,90 | |||||||||
| 0,54 | |||||||||
| 0,35 | |||||||||
| 1,60 | |||||||||
| 1,00 | |||||||||
| 0,60 | |||||||||
| 0,40 | |||||||||
| 1,76 | |||||||||
| 1,10 | |||||||||
| 0,66 | |||||||||
| 0,44 |
В таблице 75 приведены значения скорости резания и числа оборотов при обработке пазов и уступов концевыми фрезами. Скорость резания и число оборотов определяют в зависимости от принятой глубины резания, диаметра и количества зубьев фрезы и принятой подачи.
Выбранные из таблиц 74 и 75 значения скорости резания и числа оборотов должны быть пересчитаны на попра
Таблица 75
| Диаметр фрезы | Подача не более мм/ об | Глубина паза (уступа) не более, мм | |||||||||
| 0,03 | |||||||||||
| 0,04 | |||||||||||
| 0,05 | |||||||||||
| 0,10 | |||||||||||
| 0,04 | |||||||||||
| 0,05 | |||||||||||
| 0,10 | |||||||||||
| 0,15 | |||||||||||
| 0,03 | |||||||||||
| 0,06 | |||||||||||
| 0,12 | |||||||||||
| 0,18 | |||||||||||
| 0,20 | |||||||||||
| 0,06 | |||||||||||
| 0,09 | |||||||||||
| 0,12 | |||||||||||
| 0,18 | |||||||||||
| 0,24 | |||||||||||
| 0,30 | |||||||||||
| 0,06 | |||||||||||
| 0,09 | |||||||||||
| 0,12 | |||||||||||
| 0,18 | |||||||||||
| 0,24 | |||||||||||
| 0,36 | |||||||||||
| 0,40 | |||||||||||
| 0,60 | |||||||||||
| 0,12 | |||||||||||
| 0,16 | |||||||||||
| 0,24 | |||||||||||
| 0,36 | |||||||||||
| 0,48 | |||||||||||
| 0,72 |
вочные коэффициенты, если условия обработки отличаются от табличных.
Подача при обработке пазов и уступов дисковыми фрезами, мм/об, следующая (табл. 72).
Подачи при обработке пазов и уступов концевыми фрезами, мм/об, показаны в таблице 73.
Скорость резания и число оборотов при фрезеровании пазов и уступов дисковыми фрезами (фреза Р9 с охлаждением) видны по таблице 74.
Скорость резания и число оборотов при фрезеровании пазов и уступов концевыми фрезами (фреза Р9 с охлаждением).
Таблица 76
| Диаметр фрезы, мм | Зубьев | Ширина фрезы, мм | Глубина резания отрезными фрезами не более, мм | ||||
| Сталь | |||||||
| 0,54-0,72 | 0,36-0,72 | ||||||
| 0,45-0,75 | 0,30-0,60 | ||||||
| 0,54-0,72 | 0,36-0,72 | ||||||
| 0,54-0,90 | 0,36-0,72 | 0,36-0,72 | |||||
| 0,60-0,90 | 0,45-0,75 | 0,36-0,72 | |||||
| 1,5 | 1,00-1,25 | 0,75-1,00 | 0,50-1,00 | 0,50-1,00 | 0,50-0,75 | ||
| 1,25-1,50 | 1,00-1,25 | 1,00-1,25 | 0,75-1,25 | 0,75-1,00 | |||
| 0,80-1,25 | 0,80-1,20 | 0,80-1,00 | 0,60-0,80 | 0,40-0,60 | |||
| 150-200 | 1,20-1,50 | 0,90-1,20 | 0,60-0,90 | ||||
| 1,00-1,50 | 0,75-1,25 | 0,75-1,00 | |||||
| Чугун | |||||||
| 0,72-1,00 | 0,60-1,20 | ||||||
| 0,60-0,90 | 0,45-0,75 | ||||||
| 0,72-1,10 | 0,60-1,20 | ||||||
| 0,72-1,10 | 0,54-0,90 | 0,54-0,90 | |||||
| 0,90-1,20 | 0,45-0,90 | 0,45-0,75 | |||||
| 1,5 | 1,00-1,50 | 0,5-1,25 | 0,75-1,25 | 0,75-1,00 | 0,75-1,00 | ||
| 1,50-2,00 | 1,50-1,85 | 1,25-1,50 | 0,75-1,25 | 0,75-1,00 | |||
| 1,20-1,60 | 1,20-1,60 | 1,00-1,40 | 0,80-1,20 | 0,80-1,00 | |||
| 150-200 | 1,50-1,80 | 0,90-1,50 | 0,90-1,20 | ||||
| 1,00-1,50 | 1,25-1,50 | 0,75-1,25 |
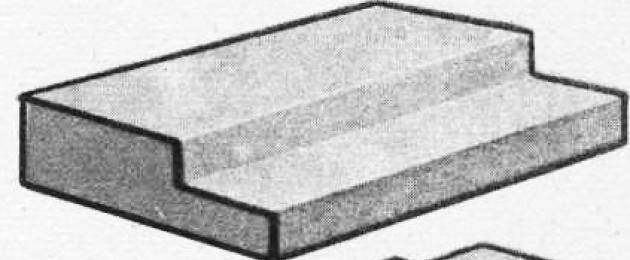
На рис. 8 даны три варианта фрезерования уступов на бруске.
На рис. 8, а каждый уступ фрезеруется одной трехсторонней дисковой фрезой. Такой метод обычно применяют при обработке малого количества заготовок.
На рис. 8, б оба уступа одновременно фрезеруются набором из двух дисковых двухсторонних фрез одинакового диаметра. Чтобы получить заданный размер между уступами, на оправку между фрезами помещают соответствующий набор колец. Такой метод является более производительным, и его применяют при обработке партии одинаковых заготовок.
Рисунок 8 - Фрезерование уступов
На рис. 8, в последовательно обрабатываются оба уступа одной двухсторонней дисковой фрезой на двухпозиционном приспособлении. После фрезерования первого уступа (первая позиция) приспособление поворачивают и ставят во вторую позицию для фрезерования второго уступа. Такой метод обработки требует специального приспособления и применяется при изготовлении партии одинаковых деталей. По сравнению с обработкой по первому методу (рис. 8) он дает большую точность и сокращает время на перестановку детали для фрезерования второго уступа, но он менее производителен, чем второй метод (рис. 8).
В зависимости от количества пускаемых одновременно в обработку заготовок (размер партии) каждый из трех изложенных вариантов фрезерования уступов может оказаться наиболее рациональным. Последовательность обработки по второму варианту дадим лишь в общем виде.
Так как в нашем случае ширина выступа составляет 89 мм, а ширина фрезы равна 18 мм, то для перемещения стола в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, т. е. на 89+18 = 107 мм, потребовалось бы сделать свыше 17 оборотов лимба поперечной подачи (при шаге винта поперечной подачи t = 6 мм). Поэтому в таких случаях получения точного размера выступа можно достичь путем фрезерования за два перехода - предварительный и окончательный. Предварительное фрезерование можно производить по разметке, оставляя припуск по длине выступа на окончательное фрезерование в пределах 1-2 мм. После предварительного фрезерования произвести измерение длины выступа и в соответствии с полученным размером, определить число делений, на которое следует повернуть лимб поперечной подачи, не нарушая установки по высоте, и произвести окончательное фрезерование второго уступа. Второй вариант обработки уступов в единичном и мелкосерийном производстве является предпочтительным. Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3-5 мм). При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, если биение торцовых зубьев фрезы равно нулю. При наличии биения зубьев фрезы размер профрезерованного такой фрезой паза будет соответственно больше размера ширины фрезы. Это следует иметь в виду, особенно при обработке точных по ширине пазов. Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмуса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера. При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением.

Рисунок 9 - Фрезерование паза
В том случае, когда обработка производится без специального приспособления, задача усложняется и решение ее зависит, прежде всего, от того, какие размеры должны быть выдержаны при обработке паза. Поясним это на примере. Допустим, требуется профрезеровать прямоугольный паз шириной b с размерами а и h, определяющими его положение на детали. На рис. 9 размер h отсчитывается от верхней плоскости заготовки, а на рис. 10 размер h задается от нижней опорной поверхности заготовки.

Рисунок 10 - Метод фрезерования
Порядок установки дисковой фрезы в первом случае (см. рис. 9) следующий. Вращающуюся фрезу подвести к боковой поверхности обрабатываемой заготовки до касания в виде следа (положение I). Затем опустить стол так, чтобы фреза оказалась выше верхней поверхности заготовки и переместить его рукояткой поперечной подачи на размер а. Затем поднять стол на высоту, при которой фреза оставит легкий след на верхней поверхности детали. Далее, надо продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и, подняв стол на размер h, включить продольную подачу и отфрезеровать паз (положение II).Порядок установки на размер h, заданный от основания детали (см. рис. 10). Поднять стол до соприкосновения фрезы с поверхностью стола, если деталь установлена непосредственно на столе, или до соприкосновения с опорой, если деталь установлена в приспособлении (положение I). Затем опустить стол на размер h (положение II). После этого включить вращение фрезы и переместить стол до соприкосновения фрезы с обрабатываемой заготовкой и образования слабого следа от фрезы (положение III). Продвинуть теперь стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить стол рукояткой поперечной подачи на размер а (положение IV). Включить продольную подачу и произвести фрезерование паза.
Если вместо размера а в обоих случаях был бы задан размер с, то перемещение стола в поперечном направлении следовало бы производить на величину с+В, где В - ширина фрезы. Точную установку фрез на заданную глубину производят с помощью специальных установок или габаритов, предусмотренных в приспособлении. На рис. 83 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку или угольник, закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп 2 толщиной 3-5 мм, во избежание соприкосновения зуба фрезы 3 с закаленной поверхностью установа.
Если обработку одной и той же поверхности производят за два перехода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины.