М.В. Абрамчук
Научный руководитель - доктор технических наук, профессор Б.П. Тимофеев
В статье сравниваются стандарты ISO/TR 10064-2:1996 и ГОСТ 1643-81 в плане организации нормирования и контроля бокового зазора в зубчатых передачах. Также производится сравнение величин минимального бокового зазора в обоих указанных стандартах.
Введение
Рассмотрим технический отчет «ISO/TR 10064-2 Передачи зубчатые цилиндрические. Практическое руководство по приемке. Часть 2: Контроль суммарных радиальных отклонений, биения, толщины зуба и зазора». При этом начнем с Приложения А, имеющего заголовок «Боковой зазор и допуск на толщину зуба». Будем последовательно сравнивать положения упомянутого Приложения А с разделом 3 базового стандарта ГОСТ 1643-81 «Нормы бокового зазора».
Контроль бокового зазора
Стандарт ISO/TR 10064-2 содержит рекомендации по нормированию бокового зазора сопряжения и толщины зубьев колес. При этом все, говорящееся в стандарте, носит рекомендательный характер, в то время как нормы, приведенные в отечественном стандарте ГОСТ 1643-81, являлись обязательными для исполнения.
В первом пункте Приложения А стандарта ISO/TR 10064-2 приводится метод выбора допусков на толщину зуба колес и минимального бокового зазора. Кроме того, приводятся метод расчета максимального предполагаемого бокового зазора в зубчатом зацеплении и рекомендуемые величины минимального бокового зазора . В ГОСТ 1643-81 устанавливаются нормы бокового зазора и приводятся таблицы с величинами соответствующих норм. Методов расчета, аналогичных приведенным в рекомендациях стандарта ISO/TR 10064-2, в ГОСТ 1643-81 нет.
Во втором пункте стандарта ISO/TR 10064-2 дается определение бокового зазора и приводится обоснование необходимой его величины. Также говорится, что «боковой зазор в зацеплении изменяется в процессе функционирования передачи вследствие изменения скорости вращения колес, температуры, нагрузки и т.д.» . Наш стандарт не содержит определения бокового зазора и условий функционирования передачи, обусловливающих его изменение.
Третий пункт Приложения А стандарта ISO/TR 10064-2 называется «Максимальная толщина зуба колеса». В нем дается определение этого понятия. В ГОСТ 1643-81 никаких пояснений по максимальной толщине зуба колеса не содержится, приводятся только таблицы со значениями допусков Ecs (наименьшего отклонения толщины зуба) и Tc (допуска на толщину зуба).
В четвертом пункте Приложения А стандарта ISO/TR 10064-2, имеющем заголовок «Минимальный боковой зазор» дается определение минимального бокового зазора и описывается необходимость наличия минимального бокового зазора - «это так называемый традиционный «допуск на боковой зазор», который создается конструктором, чтобы компенсировать:
(а) погрешности корпуса и подшипников, прогибы валов;
(б) несоосность осей колес вследствие погрешностей корпуса и зазоров в подшипниках;
(в) перекос осей вследствие погрешностей корпуса и зазоров в подшипниках;
(г) погрешности монтажа, такие как эксцентриситет валов;
(д) биения опор;
(е) температурные воздействия (функция разности температуры между корпусом и элементами колеса, межосевого расстояния и разницы материалов);
(ж) увеличение центробежной силы вращающихся элементов;
(з) другие факторы, такие как загрязнение смазки и увеличение в размерах неметаллических частей колеса» .
Также говорится, что «величина минимального бокового зазора может быть небольшой при условии того, что приведенные выше факторы контролируются. Каждый из факторов можно оценить посредством анализа допусков, а затем, вычислить минимальные требования» .
Рекомендации стандарта ISO/TR 10064-2:1996 обязывают нас при расчете допусков на боковой зазор учитывать погрешности незубчатых элементов передачи, а также условия ее работы, что в действующем базовом стандарте ГОСТ 1643-81 абсолютно не учитывается. Об этом недостатке нашего стандарта говорили многие отечественные специалисты, особенно настойчиво Б.П. Тимофеев (см., например, ). Необходима стандартизация расчета бокового зазора на основании проведения широких экспериментальных работ ввиду недостаточности и противоречивости имеющихся рекомендаций .
В целом же базовый стандарт ГОСТ 1643-81 нормирует боковой зазор следующим образом. Вид сопряжений зубьев колес в передаче характеризуется наименьшим гарантированным боковым зазором jn . Требования к боковому зазору устанавливают независимо от точности изготовления зубчатых колес. Стандартом установлены гарантированный (наименьший) боковой зазор в зубчатой передаче jn min - наименьший предписанный боковой зазор, и допуск на боковой зазор Tjn, равный разности между наибольшим допустимым и гарантированным (наименьшим) боковыми зазорами. Нормы бокового зазора не связаны однозначно с конструкцией и условиями эксплуатации передач, что в некоторых случаях приводит к заклиниванию передачи, несмотря на «гарантированный» стандартом минимальный боковой зазор .
В зависимости от величины гарантированного бокового зазора стандартом ГОСТ 1643-81 установлено шесть видов сопряжений зубьев колес в передаче: H, E, D, C, B, A и восемь видов допуска на боковой зазор, обозначаемых в порядке его возрастания буквами h, d, c, b, a, x, y, z. Сопряжение H - с нулевым наименьшим зазором, Е - с малым, C и D - с уменьшенным, А - с увеличенным. Сопряжение вида B обеспечивает минимальную величину бокового зазора, при котором исключается возможность заклинивания стальной или чугунной передачи от нагрева при разности температур зубчатых колес и корпуса в 25 °C .
При отсутствии специальных требований к зубчатым передачам необходимо исходить из следующих положений: видам сопряжений Н и Е соответствует вид допуска на боковой зазор h, видам сопряжений D, C, B и A - виды допусков d, c, b и a, соответственно.
Соответствие между видом сопряжения зубчатых колес в передаче и видом допуска на боковой зазор допускается изменять; при этом также могут быть использованы виды допусков x, y, z .
Также устанавливаются шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами от I до VI.
Точность изготовления зубчатых колес и передач задается степенью точности, а требования к боковому зазору определяются видом сопряжения по нормам бокового зазора. Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межосевого расстояния (для сопряжений H и E - II класса, а для сопряжений D, C, B и A - классов III, IV, V и VI, соответст-
венно). При этом получается переопределение величины гарантированного бокового зазора: с одной стороны, он зависит от вида сопряжений, с другой - от класса отклонения межосевого расстояния.
Указывается также, что допускается изменять соответствие между видом сопряжения и классом отклонений межосевого расстояния.
Полный боковой зазор состоит из гарантированного бокового зазора, jnmin и части бокового зазора, к, так называемой компенсации уменьшения бокового зазора, возникающей из-за погрешности изготовления зубчатых колес и монтажа передачи . Величина компенсации определяется по формуле:
k} =4(f« 2sin а)2 + 2fP\ + 2Fß + (sin а)2 +(fy sin а)2 ,
где fa - предельное отклонение межосевого расстояния, fPb - предельное отклонение шага зацепления, Fß - погрешность направления профиля, fx - допуск на параллельность осей, fy - допуск на перекос осей, а - угол зацепления передачи.
При определении к, не учитывается радиальное биение зубчатого венца, Frr, а при некратных числах зубьев любая выставка эксцентриситетов колес не исключает положения, когда боковой зазор jn в передаче будет определяться именно этим фактором .
В уже упомянутом четвертом пункте Приложения А стандарта ISO/TR 10064-2 приведена таблица с величинами минимального бокового зазора, рекомендуемыми для промышленных приводов с колесами из черных металлов в корпусах из черных металлов, работающих при окружных скоростях меньше, чем 15 м/с, с типичными коммерческими (термин оригинала, у нас более принятым является термин «экономически обоснованными») производственными допусками для корпусов, валов и опор .
Произведем сравнение величин минимального бокового зазора в ISO/TR 10064-2 и ГОСТ 1643-81, учитывая то обстоятельство, что в ISO/TR 10064-2 величина зазора зависит от модуля зубьев mn и минимального межосевого расстояния аг-, в то время как в нашем стандарте - от вида сопряжения и межосевого расстояния aw. Возьмем вид сопряжения В для модулей зубьев в диапазоне mn=(1,5-5) мм и вид сопряжения А, для модулей mn=(12-18) мм. Полученные результаты сведем в таблицу. Жирным выделены значения гарантированного бокового зазора, взятые из ГОСТ 1643-81.
mn, мм Минимальное межосевое расстояние, аь мм
50 100 200 400 800 1600
1,5 90 120 110 140 - - - -
3 120 120 140 140 170 185 240 230 - -
5 - 180 140 210 185 280 230 - -
12 - - 350 290 420 360 550 500 -
18 - - - 540 360 670 500 940 780
Таблица. Сравнение величин минимального бокового зазора в ISO/TR 10064-2 и ГОСТ
Как видно из таблицы, при модуле зубьев mn=3 мм величины минимального бокового зазора в ISO/TR 10064-2 и гарантированного бокового зазора в ГОСТ 1643-81
практически совпадают. При mn<3 минимальный боковой зазор по ISO/TR 10064-2 меньше, чем в ГОСТ 1643-81, mn>3 - больше.
Величины, приведенные в таблице стандарта в ISO/TR 10064-2 можно рассчитать, пользуясь выражением:
ГОСТ 1643-81 не содержит зависимостей для расчета значений гарантированного бокового зазора, jnmin.
Также в четвертом пункте стандарта ISO/TR 10064-2 приводится формула для расчета бокового зазора:
где ЕцШ1 и ЕцПц2 - верхнее отклонение толщины зуба шестерни и колеса, соответственно, а ап -угол профиля нормальный.
бина утонения и доля радиального зазора шестерни и колеса равны, а значение коэффициента перекрытия максимально» . В отличие от стандарта ISO/TR 10064-2, в ГОСТ 1643-81 наименьшие отклонения толщины зуба колеса и шестерни равны быть не могут, потому что зависят от делительного диаметра, величины которого у шестерни и зубчатого колеса разные.
Пятый пункт стандарта ISO/TR 10064-2:1996 посвящен нормированию толщины зуба. В нем, в частности, даются рекомендации по определению максимальной и минимальной толщины зуба. В нашем стандарте ГОСТ 1643-81 тема нормирования толщины зуба, помимо приведения табличных значений наименьшего отклонения толщины зуба и допуска на толщину зуба, не затрагивается.
Шестой пункт ISO/TR 10064-2 содержит рекомендации по нормированию максимального бокового зазора. Приводится определение этого параметра точности - «максимальный боковой зазор в зубчатой передаче, jbnmax - это сумма допуска на толщину зуба, влияния отклонений межосевого расстояния и влияния отклонений геометрии зуба колеса» и условие его возникновения: «теоретический максимальный боковой зазор возникает, когда два качественных зубчатых колеса, сделанных в соответствии с нормой минимальной толщины зуба, находятся в зацеплении на максимально допустимом свободном межосевом расстоянии» . Приводятся формулы для подсчета минимальной действительной толщины зуба и максимального окружного бокового зазора, а также формула перевода величины окружного зазора в нормальный боковой зазор. Также говорится, что «любые производственные отклонения зуба будут увеличивать максимальный предполагаемый боковой зазор. Для оценки приемлемых величин требуется серьезная исследовательская работа на базе большого количества опытов» . Подчеркивается, что «если требуется контролировать максимальный боковой зазор, то нужно провести тщательное изучение каждого его компонента и выбранной степени точности, ограничивающей отклонения геометрии зуба колеса» . Нормирование максимального бокового зазора в ГОСТ 1643-81 сводится к приведению величин гарантированного бокового зазора, jnmin, а величину допуска на боковой зазор Г,„ рекомендуется получать из выражения:
Положения стандарта ISO/TR 10064-2 носят рекомендательный характер, конкретных данных по нормированию он не содержит. В качестве показателей зазора ис-
где ТН1 и ТН2 - допуски на смещение исходного контура шестерни и колеса.
пользуются величины Esns и Tsn (верхнее отклонение толщины зуба и допуск на толщину зуба колеса). У нас это Ecs (наименьшее отклонение толщины зуба) и Tc (допуск на толщину зуба). Величины Esns и Tsn в ISO/TR 10064-2 не нормируются, а даются только рекомендации в части методов их определения. Таким образом, принятие этих рекомендаций без разработки стандартных норм, обеспечивающих боковой зазор, означало бы отказ от использования методов и средств измерения всех показателей, приведенных в нашем стандарте, а именно:
EHs (наименьшее дополнительное смещение исходного контура);
Ewms (наименьшее отклонение средней длины общей нормали);
Ews (наименьшее отклонение длины общей нормали);
Ea""s (верхнее предельное отклонение измерительного межосевого расстояния) и других.
Рекомендации стандарта ISO/TR 10064-2 не связывают величину зазора и ее нормирование ни с видом сопряжения, ни с видом допуска на боковой зазор, ни с классом отклонения межосевого расстояния. Однако они требуют обязательного учета погрешности изготовления и монтажа незубчатых деталей передачи (корпуса, валов, подшипников и т.д.), условий работы зубчатой передачи, а также вида смазки, ее загрязнения, наличия неметаллических частей колес и других элементов.
Заключение
Подробное рассмотрение стандарта ISO/TR 10064-2:1996 и его сравнение с ГОСТ 1643-81 приводит нас к выводу о необходимости безотлагательной разработки отечественного стандарта, содержащего конкретные допуски на нормируемые величины, позволяющие в полном объеме использовать существующее оборудование для контроля зубчатых колес и передач. Упомянутый нормативный документ должен, в противоположность стандарту ГОСТ 1643-81, соответствовать основным принципам рекомендаций стандарта ISO. Организовать производство зубчатых колес и передач только на базе рекомендаций ISO без использования отечественного стандарта невозможно. Существующий же стандарт ГОСТ 1643-81 в целом ряде положений прямо противоречит упомянутым рекомендациям.
Литература
1. ISO/TR 10064-2:1996. Cylindrical gears. Code of inspection practice. Part 2. Inspection related to radial composite deviations, runout, tooth thickness and backlash.
2. Тимофеев Б.П., Шалобаев Е.В. Состояние и перспективы нормирования точности зубчатых колес и передач. // Вестник машиностроения. № 12. 1990. С. 34-36.
3. Тищенко О.Ф., Валединский А.С. Взаимозаменяемость, стандартизация и технические измерения. М.: Машиностроение, 1977.
4. Тимофеев Б.П., Шалобаев Е.В. Установление вида сопряжения в зубчатой передаче и регламентация норм бокового зазора. // Метрологическая служба в СССР. М.: Изд-во стандартов. 1990. Вып. 2. С. 27-31.
5. ГОСТ 1643-81. Передачи зубчатые цилиндрические. Допуски. М., Издательство стандартов, 1989.
6. Юрьев Ю.А., Мурашев В.А., Шалобаев Е.В. Выбор вида сопряжения и вероятностная оценка мертвого хода передачи. Л.: ЛИТМО., 1977. 28 с.
Немного о методах измерения толщины зуба.
В большинстве зубчатых передач для правильной работы необходимо обеспечить боковой зазор. В передачах с регулируемыми осями зазор может настраиваться изменением межосевого расстояния. В передачах с постоянным межосевым расстоянием зазор обеспечивается при нарезании зубьев колёс. Для этого на параметр, характеризующий толщину зуба, задаётся поле допуска с двумя минусами. Таким образом в передаче гарантируется некий зазор между j nmin зубьями. Величина бокового зазора и допуск на боковой зазор (толщину зуба) задаётся в виде сопряжния (А, B, C, D, E, H). А - самый грубый вид сопряжения, Н - самый точный вид сопряжения (минимальный гарантированный зазор равен нулю). Вид сопряжения указывается в степени точности колеса (например, 8-В)
Существует несколько разных геометрических параметров, которыми можно выразить толщину зуба и следовательно боковой зазор в передаче:
- толщина зуба по хорде S c ;
- длина общей нормали W ;
- размер по шарикам M ;
- смещение исходного контура E H ;
- межосевое расстояние в беззазорном зацеплении с колесом-эталоном;
Эти параметры в пределах одного колеса связаны строгими геометрическими отношениями. Т.е. зная один параметр можно вычислить любой другой. Формулы приводить здесь не буду. Все требуемые расчёты есть в ГОСТ 16532-70 "Передачи зубчатые цилиндрические эвольвентные внешнего зацепления. Расчет геометрии" и в различных программах.
для измерения косозубых колёс используются шарики
Преимущества:
- измерения проводится универсальными приборами для измерения длин (штангенциркуль, микрометр) и шариками/роликами диаметр которых можно достаточно легко проконтролировать;
- удобно измерять мелкомодульные колёса;
- измерение не требует никаких баз. Базирование происходит непосредственно по эвольвентным поверхностям зубьев;
- возможность измерения не ограничена геометрическими параметрами колеса.
Недостатки:
- на результат измерения влияет точность профиля зуба;
- измерение показывает среднее арифметическое толщин противоположных зубьев, т.е. не полностью выявляет радиальное биение венца
Для
устранения возможного заклинивания
при нагреве передачи, обеспечения
условий протекания смазочного материала
и ограничения мертвого хода при
реверсировании отсчетных и делительных
реальных передач они должны иметь
боковой зазор j n (между
нерабочими профилями зубьев сопряженных
колес). Этот зазор необходим также для
компенсации погрешностей изготовления
и монтажа передачи. Боковой зазор
определяют в сечении, перпендикулярном
к направлению зубьев, в плоскости,
касательной к основным цилиндрам
(рисунок 8.2.13).
Рисунок
8.2.13
Боковой
зазор обеспечивается путём радиального
смещения исходного контура рейки
(зуборезного инструмента) от его
номинального положения в теле
колеса.
Система
допусков на зубчатые передачи устанавливает
гарантированный боковой зазор j nmin ,
которым является наименьший предписанный
боковой зазор, не зависящий от степени
точности колес и передач. Он определяется
по формуле:
где
V – толщина слоя смазочного материала
между зубьями; a ω -
межосевое расстояние; α 1 и
α 2 –
температурные коэффициенты линейного
расширения материала колес и корпуса;
Δt° 1 и
Δt° 2 –
отклонение температур колеса и корпуса
от 20°C; α – угол профиля исходного
контура.
Толщину
слоя смазки ориентировочно принимают
в пределах от 0,01m (для тихоходных
кинематических передач) до 0,03m (для
высокоскоростных передач).
Для
удовлетворения требований различных
отраслей промышленности, независимо
от степени точности изготовления колес
передачи, предусмотрено шесть видов
сопряжений, определяющих различные
значения j nmin:
A, B,C, D, E, H (рисунок 8.2.14).
 Рисунок
8.2.14
Установлено
шесть классов отклонений межосевого
расстояния, обозначаемых в порядке
убывания точности римскими цифрами от
I до VI. Гарантированный боковой зазор в
каждом сопряжении обеспечивается при
соблюдении предусмотренных классов
отклонений межосевого расстояния (для
сопряжений H и E - II класса, для сопряжений
D, C, B и А - классов III, IV, V и VI соответственно).
Соответствие видов сопряжений и указанных
классов допускается изменять.
На
боковой зазор установлен допуск T jn ,
определяемый разностью между наибольшим
и наименьшим зазорами. По мере увеличения
бокового зазора увеличивается допуск
T jn .
Установлено восемь видов допуска T jn на
боковой зазор: x, y, z, a, b, c, d, h. Видам
сопряжений Н и Е соответствует вид
допуска h, видам сопряжений D, C, B и A -
соответственно виды допусков d, c, b и a.
Соответствие видов сопряжений и видов
допусков T jn допускается
изменять используя при этом и виды
допуска z, y и x.
Биение
зубчатого венца определяется
как разность наибольшего и наименьшего
показаний индикатора при расположении
наконечника во всех впадинах контролируемого
колеса.
Рисунок
8.2.14
Установлено
шесть классов отклонений межосевого
расстояния, обозначаемых в порядке
убывания точности римскими цифрами от
I до VI. Гарантированный боковой зазор в
каждом сопряжении обеспечивается при
соблюдении предусмотренных классов
отклонений межосевого расстояния (для
сопряжений H и E - II класса, для сопряжений
D, C, B и А - классов III, IV, V и VI соответственно).
Соответствие видов сопряжений и указанных
классов допускается изменять.
На
боковой зазор установлен допуск T jn ,
определяемый разностью между наибольшим
и наименьшим зазорами. По мере увеличения
бокового зазора увеличивается допуск
T jn .
Установлено восемь видов допуска T jn на
боковой зазор: x, y, z, a, b, c, d, h. Видам
сопряжений Н и Е соответствует вид
допуска h, видам сопряжений D, C, B и A -
соответственно виды допусков d, c, b и a.
Соответствие видов сопряжений и видов
допусков T jn допускается
изменять используя при этом и виды
допуска z, y и x.
Биение
зубчатого венца определяется
как разность наибольшего и наименьшего
показаний индикатора при расположении
наконечника во всех впадинах контролируемого
колеса.
Стандартизованными параметрами, характеризующими зубчатую передачу являются:
Модуль зубьев,
Передаточное число,
Межосевое расстояние.
Червячные передачи относятся к зубчато-винтовым. Если в зубчато-винтовой передаче углы наклона зубьев принять такими, чтобы зубья шестерни охватывали ее вокруг, то эти зубья превращаются в витки резьбы, шестерня - в червяк, а передача - из винтовой зубчатой в червячную. Преимущество червячной передачи по сравнению с винтовой зубчатой в том, что начальный контакт звеньев происходит по линии, а не в точке. Угол скрещивания валов червяка и червячного колеса может быть каким угодно, но обычно он равен 90°.
Коническая зубчатая передача
Если угол между осями равен 90°, то коническую зубчатую передачу называют ортогональной . В общем случае в неортогональной передаче угол, дополненный до 180° к углу между векторами угловых скоростей извеньев1 и 2, называют межосевым углом Σ
33\34 . Нормирование параметров размерного взаимодействия в шпоночных соединениях
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Назначение шпоночных соединений Шпоночные соединения предназначены для получения разъёмных соеди-нений, передающих крутящие моменты. Они обеспечивают вращение зубчатых колес, шкивов и других деталей, монтируемых на валы по переходным посад-кам, в которых наряду с натягами могут быть зазоры. Размеры шпоночных со-единений стандартизированы. Различают шпоночные соединения с призматическими (ГОСТ 23360), сегментными (ГОСТ 24071), клиновыми (ГОСТ 24068) и тангенциальными (ГОСТ 24069) шпонками. Шпоночные соединения с призматическими шпонка-ми применяются в малонагруженных тихоходных передачах (кинематические цепи подач станков), в крупногабаритных изделиях (кузнечно-прессовое обо-рудование, маховики двигателей внутреннего сгорания, центрифуги и др.). Клиновые и тангенциальные шпонки воспринимают осевые нагрузки при ре-версах в тяжело нагруженных соединениях. Наиболее широкое использование получили призматические шпонки. Конструктивное исполнение и размеры призматических шпонок Призматические шпонки имеют три исполнения. Вид исполнения шпонки определяет форму паза на валу. Исполнение 1 для закрытого паза, для нормального соединения в усло-виях серийного и массового типов производства; исполнение 2 для открыто-го паза с направляющими шпонками, когда втулка перемещается вдоль вала при свободном соединении; исполнение 3 для полуоткрытого паза со шпон-ками, установленными на конце вала с плотным соединением напрессованной втулки на вал в единичном и серийном типах производства. Размеры шпонки зависят от номинального размера диаметра вала и опре-деляются по ГОСТ 23360. Примеры условных обозначений шпонок: 1. Шпонка 16 х 10 х 50 ГОСТ 23360 (шпонка призматическая, исполнение 1; b х h = 16 х 10, длина шпонки l = 50). 2. Шпонка 2 (3) 18 х 11 х 100 ГОСТ 23360 (шпонка призматическая, испол-нение 2 (или 3), b х h = 18 х 11, длина шпонки l = 100). Посадки шпонок и рекомендации по выбору полей допусков Основным посадочным размером является ширина шпонки b. По этому размеру шпонка сопрягается с двумя пазами: пазом на валу и пазом во втулке. Шпонки обычно соединяются с пазами валов неподвижно, а с пазами втулок с зазором. Натяг необходим для того, чтобы шпонки не перемещались при эксплуатации, а зазор для компенсации неточности размеров и взаимного расположения пазов. Шпонки вне зависимости от посадок изготавливаются по разме-ру b с допуском h9, что делает возможным их централизованное изготовление. Остальные размеры менее ответственны: высота шпонки по h11, длина шпонки по h14, длина паза под шпонку по Н15 . Посадки шпонок осуществляются по системе вала (Сh). Стандартом до-пускаются различные сочетания полей допусков для пазов на валу и во втулке с полем допуска шпонки по ширине. Свободное соединение используется для направляющих длинных шпонок; нормальные применяются наиболее часто для крепёжных шпонок, установлен-ных в середине вала; плотное соединение – для шпонок на конце вала. Основные требования при оформлении поперечных сечений соединения с призматической шпонкой и деталей участвующих в них Предельные отклонения размеров, выбранных полей допусков, опреде-лять по таблицам ГОСТ 25347. При выполнении поперечного сечения шпоночного соединения необхо-димо указать посадки, а у шпонки – поля допусков на размеры b и h шпонки в смешанном виде и шероховатости поверхностей. На чертежах поперечных сечений вала и втулки необходимо указать шероховатости поверхностей, поля допусков на размеры b, d и D в смешанном виде, а также нормировать размеры глубины пазов: на валу t1 – предпочтительный вариант или (d – t1) c отрица-тельным отклонением и во втулке (d + t2) – предпочтительный вариант или t2 c положительным отклонением. В этом и другом случае отклонения выбираются в зависимости от высоты шпонки h . Кроме этого на чертежах по-перечных сечений вала и втулки необходимо ограничивать допусками точность формы и взаимного расположения. Предъявляются требования по допустимым отклонениям от симметричности шпоночных пазов и параллельности плоско-сти симметрии паза относительно оси детали (базы). При наличии в соединении одной шпонки допуск параллельности принимать равным 0,5IT9, допуски симетричности – 2IT9, а при двух шпонках, расположенных диаметрально, – 0,5 IT9 от номинального размера b шпонки. Допуски симметричности могут быть зависимыми в крупносерийном и массовом производстве.
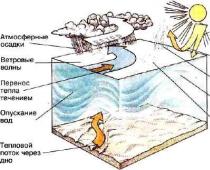
Значение бокового зазора состоит в том, что в у становившемся режиме работы зубчатые колеса имеют более высокую температуру, чем корпус и расширяются больше, чем увеличивается расстояние между их опорами, так как тепло образуется в зоне контакта зубьев и отводится через плоскость. Эта разность расширения должна быть скомпенсирована боковым зазором. Он также необходим для создания нормальных условий смазки, компенсации погрешностей изготовления и монтажа передачи, ограничения мертвого хода при реверсировании передачи.
Боковой зазор (рис. 12.5) определяется в сечении, перпендикулярном к направлению оси зубчатых колес, в плоскости, касательной основным цилиндрам.
Рис. 12.5.
При определении норм бокового зазора принято у словие, что допуск зазора должен зависеть от величины гарантированного зазора, т.е. чем больше гарантированный зазор, тем больше допуск зазора. Это позволяет расширить поля допусков на изготовление зубчатых колес с большими гарантированными зазорами.
Гарантированный боковой зазор обозначается j и ограни- чивается допуском Т и.
Номинальным положением исходного контура называется его условное положение относительно оси вращения колеса, соответствующее плотному (беззазорному) зацеплению в передаче при номинальном положении исходного контура второго колеса и номинальном межосевом расстоянии.
Практически это такое положение зуборезного инструмента (червячной модульной фрезы, долбяка, рейки и др.) относительно заготовки колеса на станке, при котором толщина зуба колеса будет иметь номинальную расчетную величину, обеспечивающую плотное зацепление с парным колесом при номинальной толщине его зубьев и номинальном межцентровом расстоянии.
Для компенсации погрешностей изготовления и монтажа колес создается гарантированный боковой зазор, который достигается смещением зуборезного контура в тело колеса, обеспечивая получение действительной толщины зуба меньше номинальной.
Дополнительное смещение исходного контура Е - дополнительное смещение исходного контура от его номинального положения в тело зубчатого колеса, осуществляемое с целью обеспечения в передаче гарантированного бокового зазора (рис. 12.6).

Рис. 12.6.
Наименьшая величина этого смещения назначается в виде зависимости степени точности по нормам плавности и вида сопряжения и обозначается:
- для зубчатых колес с внешними зубьями -E Hs ;
- для зубчатых колес с внутренними зубьями +Е г Предельные отклонения измерительного межосевого расстояния
- (верхнее +E a „ s и нижнее -Е - разность между допускаемыми наибольшими или соответственно наименьшими измерительными и номинальным межосевым расстояниями (рис. 12.7).

Рис. 12.7. Измерительное межосевое расстояние
Под номинальным измерительным межосевым расстоянием понимается межосевое расстояние при беззазорном зацеплении измерительного колеса с контролируемым, имеющим наименьшее дополнительное смещение исходного контура и лишенного погрешностей.
Независимо от степеней точности (рис. 12.8) зубчатых колес и передач установлены шесть видов сопряжений зубчатых колес в передачах А, В , С, D, Е, Н и восемь видов допуска T jn на боковой зазор х, у, z, а , b, с, d , И.

Рис. 12.8.
виды сопряжений (табл. 12.1).
Таблица 12.1
Виды сопряжений и степени точности
При отсутствии специальных требований, видам сопряжений Ни Е соответствует вид допуска на боковой зазор И, а видам сопряжений D , С, В, Л - соответственно d, с, Ь, а.
Допускается изменение соответствия между видом сопряжения зубчатых колес и видом допуска на боковой зазор. При этом могут быть использованы виды допусков х, у, z.
Установлено шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами I, II, III, IV, V, VI.
Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межосевого расстояния (для сопряжений Н иЕ - II класса, а для сопряжений D, С, В, А классов III, IV, V и VI - соответственно) (табл. 12.2).
Допускается изменять соответствие между видом сопряжения и классом отклонения межосевого расстояния.
Класс отклонений межосевого расстояния использу ется при изменении соответствия между видом сопряжения и классом отклонения межосевого расстояния.
При выборе более грубого класса отклонений межосевого расстояния, чем предусмотрено для данного вида сопряжения, уменьшенный гарантированный боковой зазор рассчитывается по формуле
где j mjn и / - табличные значения гарантированного бокового зазора и предельного отклонения межосевого расстояния для данного вида сопряжения (табл. 13 ГОСТ 1643-81); y" min - рассчитанный гарантированный боковой зазор; /" - отклонение межосевого расстояния для более грубого класса точности.
Например: при заданном межосевом расстоянии a w = 126 мм принят вид сопряжения D и IV класс отклонения межосевого расстояния.
Необходимо найти j" nmin для этого случая.
По таблице 13 ГОСТ 1643-81 находим для сопряжения D и a w = 126 мм:
Для IV класса точности из той же таблицы
![]()
При принятии более точного класса отклонений межосевого расстояния наименьший боковой зазор в передаче будет больше бокового зазора, приведенного в стандарте. При этом его величина рассчитывается по той же формуле.
Боковой зазор j n между неработающими профилями зубьев сопряженных колес определяют в сечении, перпендикулярном направлению зубьев, в плоскости, касательной к основным цилиндрам (рисунок 36). Этот зазор необходим для устранения заклинивания при нагреве передачи (температурная компенсация), размещения слоя смазки, а также для компенсации погрешностей изготовления и сборки. Боковой зазор приводит к появлению при реверсировании передач мертвого хода, величину которого ограничивают для уменьшения ударов по нерабочим профилям зубьев. Теоретическая зубчатая передача является двухпрофильной и беззазорной (j n = 0). Реальная передача должна иметь боковой зазор.
Минимальная величина бокового зазора j n min определяет вид сопряжения зубьев. Стандартами предусматривается шесть видов сопряжения: А (с увеличенным гарантированным зазором j n min для 3-12 степеней точности), В (с нормальным гарантированным зазором, 3-11), С, D (с уменьшенным j n min , 3-9, 3-8), Е (с малым j n min , 3-7), Н (нулевым j n min , 3-7).
Установлено восемь видов допусков Тj n бокового зазора (при этом Тj n =
j n min - j n max): h, d, c, b, a, z, y, x. Допуски расположены в порядке возрастания. Видам сопряжения Н и Е соответствует вид допуска h, видам сопряжения D, С, В, А – соответственно d, c, b , a. Допускается по технологическим или иным соображениям менять соответствие видов сопряжения и допуски бокового зазора, используя также виды допуска z, y, x (см. рисунок 36).
Установлено шесть классов отклонений межосевых расстояний, обозначаемых в порядке убывания точности римскими цифрами от 1 до Y1. Гарантированный боковой зазор обеспечивается при соблюдении установленных для данного вида сопряжения классов отклонений межосевого расстояния (Н, Е –II класс, D, C, B, A – III, IY, Y, YI классы).
Минимальный боковой зазор j n min должен учитывать температурную компенсацию j nt и слой смазки см:
j n min = j nt + см. (3.156)
Рисунок 36 – Боковой зазор в зубчатой передаче
Необходимую температурную компенсацию можно рассчитать, зная температуру колеса t кол и корпуса передачи t пер и учитывая, что боковой зазор j n измеряют под углом профиля :
t = a w [ кол (t кол – 20 0) - кор (t кор – 20 0)],
где w – межосевое расстояние, I – коэффициенты линейного расширения ( кол – колеса, кор – корпуса).
Учитывая, что толщина смазки должна составлять от 0,01 до 0,03 модуля, получим, что минимальный (гарантированный) боковой зазор j n min должен быть равен
j n min = (0,01 0,03) m + a w [(( кол (t кол –20 0) - пер (t пер – 20 0) 2sin (3.157)
Сопряжение вида В гарантирует боковой зазор, при котором исключается заклинивание зубьев передачи от нагрева при разности температур колес и корпуса 25 0 С (см. рисунок 36).
Как следует из сказанного, вид сопряжения зубьев назначается расчетным или опытным путем независимо от степеней точности. Допустимые погрешности изготовления или монтажа зубчатой передачи, зависящие от степеней точности, сказываются на максимальной величине бокового зазора.
Существуют три метода обеспечения бокового зазора: регулирование расстояния между осями передачи, применение при изготовлении специального инструмента с утолщенными зубьями и метод радиального смещения исходного контура рейки зубонарезного инструмента.
Первый метод практически не применяют, т.к. перемещение рабочих валов для получения бокового зазора приводит к уменьшению активной части профиля и коэффициента перекрытия; этот метод невозможен при нескольких парах сопряженных зубьев, сидящих на двух параллельных валах, так как отрегулированный боковой зазор одной пары шестерен дает неприемлемые значения для остальных пар шестерен.
Второй метод получения “тонких” зубьев шестерен за счет увеличения толщины режущих зубьев инструмента (фрез, реек и т.д.) ведет к увеличению номенклатуры и удорожанию инструмента.
Третий метод получил преимущественное распространение, так как использует стандартный инструмент и позволяет обеспечивать любые боковые зазоры за счет дополнительного смещения зубонарезного инструмента в “тело” заготовки. Наименьший боковой зазор создается за счет уменьшения толщины зуба по постоянной хорде Е с методом радиального смещения исходного контура на величину Е Н. Дополнительное уменьшение толщины зуба по хорде на величину допуска Т с происходит за счет допуска на смещение исходного контура Т Н, что вызывает соответствующее увеличение бокового зазора. Зависимости, характеризующие изменение бокового зазора от смещения исходного контура и утонения зуба показана на рисунке 36:
j n min = 2 Е Н sin; (3.158)
E C = 2E H tg. (3.159)
Таким образом,
боковой зазор определяется смещением
исходного контура Е Н,
межосевым расстоянием а
(для него установлены отклонения f a),
толщиной зуба на делительной окружности
или постоянной хордой зуба 
При наличии радиального биения F r толщины зубьев не остаются постоянными, но изменяются с приближением и удалением к ведущему колесу, поэтому Т Н F r:
Т Н = 1,1 F r + 20. (3.160)
Боковой зазор состоит из гарантированного бокового зазора j n min и бокового зазора j n 1 для компенсации погрешности изготовления и монтажа (1 и 2 – колесо и шестерни):
j n min + j n1 = (Е Н 1 + Е Н 2)2 sin. (3.161)
Принимая смещение колеса и шестерни приблизительно одинаковыми
Е Н 1 Е Н 2 Е Н, получим ( = 20 0):
Боковой зазор j n 1 учитывает отклонения межосевого расстояния f a , шага зацепления f p в двух колес, отклонения направления F двух колес, отклонения от параллельности f x и перекоса осей f у, j n 1 равен при квадратичном суммировании:
Наибольший боковой зазор является замыкающим звеном сборочной размерной цепи, составляющими звеньями которой будут отклонения межосевого расстояния и смещения исходных контуров:
j n max = j n min + (Т Н 1 + Т Н 2 + 2f a) 2sin. (3.164)
Учитывая производственные потребности, для характеристики бокового зазора применяют следующие показатели:
наименьшее смещение исходного контура Е Н (допуск Т Н );
наименьшее отклонение толщины зуба Е С (допуск Т С = 0,73 Т Н );
наименьшее отклонение средней длины общей нормали Е wm (допуск Т wm );
наименьшее отклонение длины общей нормали Е w (допуск Т w );
предельные отклонения измерительного межосевого расстояния Е а`` (+ E a `` s и -Е а`` I ).
Нормаль W – расстояние между разноименными боковыми поверхностями группы (2, 3 и т.д.) зубьев.
Измерительное
межосевое расстояние – расстояние
беззазорного сопряжения зубьев
контролируемого колеса и измерительного
колеса; E a `` s = (колебание
измерительного расстояния на одном
зубе); E a `` I
= -Т Н.
(колебание
измерительного расстояния на одном
зубе); E a `` I
= -Т Н.
При разработке чертежей зубчатых колес, корпусов редукторов, приводов и т.д. применяются показатели w (E w , T w), S c (E c , T c), f a (рисунок 36).
При контроле зубчатых колес используют комплексы показателей, которые установлены для различных степеней точности. Комплексы контроля являются равноправными, но не равноценными. Первый из них (для каждой нормы, образованный одним комплексным показателем, дает наиболее полную оценку точности колеса). Каждый последующий характеризует значительную долю основной погрешности или отдельные ее части.
Выбор того или иного комплекса контроля зависит от назначения и точности зубчатых колес и передач (принцип инверсии), их размеров, практики контроля, объема и условий производства и др. Для выбранного комплекса на чертеже зубчатого колеса с нестандартным исходным контуром указывают необходимые допуски и отклонения и колесо контролируют по всем параметрам.
В чертежах зубчатых колес со стандартным исходным контуром (рисунок 37), показатели комплекса конструктор не указывает; эти показатели назначаются технологическими службами.
Контроль зубчатых колес может быть приемочный, профилактический и технологический.
Приемочный контроль – контролируют показатели комплекса.
Профилактический – отладка технологических процессов и выявление причин брака.
Для контроля кинематической точности используют приборы для измерения кинематической погрешности колес, измерительного межосевого расстояния, накопленной погрешности шагов, радиального биения, колебания длины общей нормали, погрешности обката.
При контроле плавности работы применяют приборы для измерения местной кинематической и циклических погрешностей, шага зацепления, погрешности профиля, отклонений углового шага.
При контроле полноты контакта применяют приборы для измерения суммарного пятна контакта, осевого шага, направления зуба, погрешности формы и расположения контактной линии.
При контроле бокового зазора измеряют приборами смещение исходного контура, отклонение измерительного межосевого расстояния, отклонение средней длины общей нормали, толщину зуба (в том числе штангензубомерами).

Рисунок 37 – Зубчатое колесо