Fresatura di asole speciali
Nell'ingegneria meccanica sono ampiamente utilizzate parti con scanalature speciali. Considera i due solchi più comuni ,
il metodo di lavorazione e lo strumento necessario durante l'esecuzione dei lavori di fresatura.
Fresatura di cave a coda di rondine
La scanalatura a coda di rondine serve principalmente come guida per gli elementi mobili della macchina: si tratta di console, guide per tavoli, guide per pinze per tornio, orecchini per fresatrici ... Lo strumento principale per ottenere tale scanalatura è una fresa che prende il nome dal tipo di scanalatura a coda di rondine. coda". Le frese a coda di rondine sono realizzate ad angolo singolo (tagliente, di regola, solo sulla parte conica della fresa) o doppio angolo (tagliente su due lati adiacenti). Le frese a doppio angolo sono caricate in modo più uniforme, quindi funzionano più agevolmente e durano più a lungo. Le frese a coda di rondine sono realizzate in acciai rapidi R6M5, R9 e leghe dure VK8, T5K10 e T15K6.
La fresatura della scanalatura a coda di rondine è l'operazione finale della fresatura del pezzo, quindi la scelta dell'utensile e il corretto fissaggio del pezzo sono molto importanti. L'allineamento del pezzo viene effettuato direttamente nella morsa della macchina o, se il pezzo è di grandi dimensioni, sul tavolo della fresatrice utilizzando misuratore di altezza, squadre e indicatori relativi alla direzione di avanzamento.
La lavorazione della scanalatura viene eseguita in due fasi:
Il primo: una scanalatura rettangolare viene fresata con una fresa o, se le condizioni lo consentono, con una fresa a tre lati.
 Il secondo - con una taglierina angolare ("coda di rondine"), i lati vengono lavorati alternativamente.
Il secondo - con una taglierina angolare ("coda di rondine"), i lati vengono lavorati alternativamente.
Date le severe condizioni di taglio, l'avanzamento dell'utensile deve essere un po' sottostimato - fino a circa il 40% delle normali condizioni di lavoro (per un dato materiale, larghezza del materiale tagliato, adduzione di refrigerante, ecc.).
Le misurazioni vengono effettuate utilizzando uno strumento calibro, dimensioni angolari - con un goniometro universale (la taglierina stessa), modelli dalla superficie di base della parte, due rulli cilindrici calibrati secondo formule speciali.
Quando si fresa una scanalatura a coda di rondine è necessario risolvere i seguenti problemi che possono sorgere:
La profondità della scanalatura e gli angoli di inclinazione dei lati non sono gli stessi su tutta la lunghezza - il motivo è l'allineamento impreciso della parte sul piano orizzontale;
L'angolo di inclinazione dei lati non corrisponde al valore specificato - calcolo errato dell'angolo della fresa, usura della fresa a causa di una discrepanza tra la modalità di lavorazione e il materiale dell'utensile;
Diversa larghezza della scanalatura su tutta la lunghezza - spostamento del tavolo della macchina nelle console di guida;
Rugosità superficiale: lavorare con uno strumento affilato in modo errato, mancata corrispondenza dell'alimentazione.
Rottura della fresa - a causa del carico pesante durante la lavorazione di questa scanalatura, la parte superiore della fresa si rompe sui taglienti accoppiati - deve prima essere arrotondata, realizzata con un piccolo raggio.
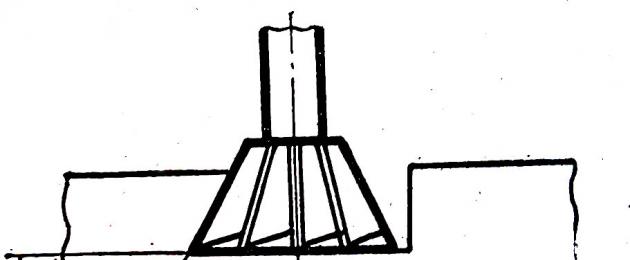
Fresatura di scanalature a T
Le scanalature a T vengono utilizzate principalmente nell'ingegneria meccanica per il fissaggio di parti. Sono ampiamente utilizzati nei tavoli delle macchine per vari scopi (rettifica, foratura, fresatura, piallatura, ecc.). Servono per posizionare le teste dei bulloni di fissaggio e per allineare l'attrezzatura sulla tavola della macchina. Le scanalature a T sono caratterizzate dalla profondità complessiva, dallo spessore tra la fessura e il piano del tavolo e dalla larghezza della parte superiore stretta e del fondo largo. Scanalature di questo tipo sono regolate dalla norma. Ogni taglia corrisponde ad altre taglie rigorosamente definite, perché. sotto di loro su scala industriale vengono prodotti bulloni speciali, elementi di fissaggio e attrezzature.
Per realizzare una scanalatura a T, è necessario:
Fresa con diametro uguale o inferiore alla larghezza della fessura stretta in più passaggi;
 - quando si realizzano più scanalature, è più conveniente lavorare con una fresa a tre lati con spessore pari alla parte stretta della scanalatura a T. La scanalatura è più precisa e la velocità di lavorazione è maggiore rispetto a quella di una fresa frontale e il tasso di scarto è inferiore;
- quando si realizzano più scanalature, è più conveniente lavorare con una fresa a tre lati con spessore pari alla parte stretta della scanalatura a T. La scanalatura è più precisa e la velocità di lavorazione è maggiore rispetto a quella di una fresa frontale e il tasso di scarto è inferiore;
Fresa speciale a forma di T. La fresa per scanalature a T è costituita da una parte lavorante con elementi e geometria di frese per scanalature a disco, coniche o o un gambo cilindrico e un collo rettificato cilindrico liscio, il cui diametro è solitamente selezionato uguale alla larghezza della parte stretta della scanalatura (o inferiore). La parte lavorante della fresa può essere con denti multidirezionali e realizzatarealizzati con acciai rapidi R6M5, R18 o dotati di piastre in lega dura VK8, T5K10, T15K6, ecc.;
o o un gambo cilindrico e un collo rettificato cilindrico liscio, il cui diametro è solitamente selezionato uguale alla larghezza della parte stretta della scanalatura (o inferiore). La parte lavorante della fresa può essere con denti multidirezionali e realizzatarealizzati con acciai rapidi R6M5, R18 o dotati di piastre in lega dura VK8, T5K10, T15K6, ecc.;
Fresa a coda di rondine o svasatore per smussatura interna ed esterna.
La sequenza per la fresatura di una scanalatura a T è simile alla fresatura di scanalature come "Coda di rondine": inizialmente viene fresata una scanalatura rettangolare con una larghezza pari o inferiore alla parte stretta della scanalatura e una profondità pari alla profondità della scanalatura.
"Coda di rondine": inizialmente viene fresata una scanalatura rettangolare con una larghezza pari o inferiore alla parte stretta della scanalatura e una profondità pari alla profondità della scanalatura.
Quindi, seleziona una fresa per scanalature a T. A seconda della dimensione della scanalatura, viene presa la decisione sul passaggio di una o più frese, perché. con una grande profondità e larghezza della scanalatura, l'utensile di lavoro è sottoposto a carichi pesanti, vengono selezionate una o più frese con la stessa altezza della parte di lavoro e, se necessario, abete rosso, con la dimensione adeguata del manico. In questo modo si ottiene una modalità di elaborazione più delicata lo spessore dello strato tagliato nel pezzo diminuisce. Quando si lavora, è necessario prestare particolare attenzione alla rimozione dei trucioli, perché. in chiusom scanalatura, questo diventa molto importante e prevede la fornitura obbligatoria di liquido refrigerante (refrigerante) per rimuovere il calore in eccesso al fine di evitare il surriscaldamento della fresa funzionante. La velocità di avanzamento per questo tipo di lavoro deve essere ridotta il più possibile.
abete rosso, con la dimensione adeguata del manico. In questo modo si ottiene una modalità di elaborazione più delicata lo spessore dello strato tagliato nel pezzo diminuisce. Quando si lavora, è necessario prestare particolare attenzione alla rimozione dei trucioli, perché. in chiusom scanalatura, questo diventa molto importante e prevede la fornitura obbligatoria di liquido refrigerante (refrigerante) per rimuovere il calore in eccesso al fine di evitare il surriscaldamento della fresa funzionante. La velocità di avanzamento per questo tipo di lavoro deve essere ridotta il più possibile.
L'operazione finale prevede la rimozione degli smussi esterni ed interni. In questo caso vengono utilizzate frese ad uno o due angoli. Dl i smusso esterno - è possibile utilizzare svasatori, per quello interno - frese a coda di rondine. La condizione principale è che il diametro della fresa angolare sia maggiore della dimensione della parte stretta della scanalatura a T per ottenere uno smusso più uniforme e una maggioreproduttività del lavoro.
i smusso esterno - è possibile utilizzare svasatori, per quello interno - frese a coda di rondine. La condizione principale è che il diametro della fresa angolare sia maggiore della dimensione della parte stretta della scanalatura a T per ottenere uno smusso più uniforme e una maggioreproduttività del lavoro.
La misurazione e il controllo delle dimensioni della scanalatura a T vengono eseguiti con un calibro, un misuratore di altezza del calibro, un calibro interno, indicatori e dime speciali.
Durante la fresatura di scanalature a T possono verificarsi i seguenti tipi di scarti:
- l'altezza della scanalatura su tutta la lunghezza del pezzo non è la stessa - - il pezzo non è allineato quando installato su un piano orizzontale;- la larghezza della parte interna della scanalatura all'estremità è inferiore alla dimensione all'inizio del pezzo - rimozione prematura dei trucioli, con conseguente aumento dell'usura dell'utensile;
- la larghezza della parte stretta supera la dimensione specificata - affilatura errata dell'utensile, eccentricità della parte tagliente della fresa, rigidità (gioco) insufficiente della tavola della macchina.
Buona fortuna a tutti e successo!
La fresatura di scanalature è una procedura responsabile, l'accuratezza e la correttezza della sua implementazione influiscono direttamente sull'affidabilità e sulla qualità delle interfacce in vari dispositivi meccanici in cui vengono utilizzate le chiavi.
1 Tipologie di sedi per chiavetta e requisiti per la loro lavorazione
Le connessioni di tipo chiave possono essere trovate in un'ampia varietà di dispositivi. Molto spesso vengono utilizzati nel settore dell'ingegneria. Le chiavi per tali accoppiamenti sono a cuneo, segmentali e prismatiche, meno comuni sono i prodotti con altri tipi di sezioni.
Le sedi per chiavetta sono generalmente suddivise nei seguenti tipi:
- con un'uscita (in altre parole - aperta);
- Attraverso;
- Chiuso.
Ognuna di queste scanalature deve essere fresata nel modo più accurato possibile, poiché la qualità dell'operazione eseguita dipende dall'affidabilità dell'accoppiamento dei prodotti accoppiati con l'albero sulla chiavetta. La qualità della precisione delle scanalature dopo l'elaborazione dovrebbe avere i seguenti indicatori:
- 8a classe di precisione - lunghezza;
- Grado 5 - profondità;
- 3 o 2 classi - larghezza.
Il grado di precisione deve essere rigorosamente rispettato. Altrimenti, dopo la fresatura, sarà necessario eseguire lavori di montaggio lunghi e molto complessi, in particolare limando direttamente gli elementi strutturali accoppiati o le chiavi.

I documenti normativi propongono requisiti rigorosi per l'accuratezza della posizione della sede della chiavetta, nonché per la rugosità della sua superficie.
La qualità della rugosità delle pareti della scanalatura (laterale) non può essere inferiore al quinto grado e le sue facce devono essere disposte in modo assolutamente simmetrico rispetto al piano passante per l'asse dell'albero.
2 frese per chiavetta
Per garantire la qualità di precisione richiesta delle varie scanalature, per la loro lavorazione vengono utilizzati diversi tipi di frese per scanalature:
- Supportato secondo la norma statale 8543. Possono avere una sezione trasversale di 4–15 e 50–100 mm. Dopo la riaffilatura, tale strumento non cambia la sua larghezza. Le frese affilate sono affilate esclusivamente sulla superficie anteriore.
- Disco secondo la norma 573. I loro denti si trovano sulla parte cilindrica. L'utensile da taglio a disco è consigliato per scanalature poco profonde.
- Con gambo cilindrico e conico. Sono disponibili in una sezione di 16–40 mm (conica) e 2–20 mm (cilindrica). Per la fabbricazione di tali frese vengono solitamente utilizzate leghe dure (ad esempio VK8). Lo strumento ha un angolo di scanalatura di 20 gradi. L'accessorio da taglio in metallo duro consente di eseguire la fresatura di spallamenti e scanalature di materiali difficili da lavorare e acciai temprati. Tale strumento aumenta più volte la qualità della precisione e della rugosità superficiale e aumenta anche significativamente la produttività del lavoro.
- Tasselli a segmento a conchiglia secondo la norma statale 6648. Frese che consentono di lavorare qualsiasi tipo di scanalatura per tasselli segmentati con una sezione trasversale da 55 a 80 mm. Lo stesso standard descrive anche lo strumento di coda per tali chiavi. Con il loro aiuto vengono fresati prodotti con una sezione trasversale non superiore a 5 mm.

Lo strumento principale per la lavorazione delle scanalature sono frese speciali prodotte secondo lo standard statale 9140. Hanno due denti con bordi taglienti, hanno un gambo conico o cilindrico. Sono ideali per la lavorazione di sedi per chiavetta, poiché i taglienti di queste frese sono diretti all'interno del corpo dell'utensile e non all'esterno.
Le frese per chiavi lavorano sia con avanzamento longitudinale che assiale (come sopra), garantiscono la necessaria qualità di rugosità delle sporgenze e delle scanalature dopo la lavorazione. La riaffilatura di tale utensile viene effettuata lungo i denti situati nella parte terminale della fresa, per cui la sua sezione iniziale quasi non cambia.
3 Caratteristiche della lavorazione delle sporgenze e delle scanalature delle chiavi
Sugli alberi viene eseguita la fresatura degli elementi chiavetta. Per un comodo fissaggio degli sbozzi dell'albero, viene utilizzato un prisma, un dispositivo speciale che facilita il processo di lavorazione. Se l'asta è lunga si utilizzano due prismi, se è piccola ne basta uno.
Il dispositivo prismatico per sporgenze e scanalature deve essere posizionato nel modo più accurato possibile. Ciò è ottenuto grazie alla presenza di una punta alla base, che viene inserita nella scanalatura del desktop. I morsetti vengono utilizzati per fissare gli alberi. Poggiano direttamente sull'albero, il che elimina la possibilità di flessione di quest'ultimo. Di solito, sotto i morsetti viene posizionata una piastra di ottone o rame (di piccolo spessore). Protegge la superficie finita del prodotto da eventuali danni.

Gli alberi sono fissati in una morsa convenzionale, montata su un tavolo in modo che possano essere ruotati di 90 gradi. Grazie alla possibilità di rotazione, la morsa può essere facilmente installata su fresatrici verticali e orizzontali.
Sul prisma, l'albero è fissato con spugne (per mezzo di un volantino viene bloccato), ruotando attorno alle dita. Il dispositivo descritto per la lavorazione di sporgenze e scanalature per chiavetta ha un arresto nella sua struttura. Permette di montare l'albero lungo la lunghezza.
Molto spesso vengono utilizzati prismi con un magnete (ossido di bario) ad azione permanente. Il corpo prismatico è composto da due parti. Tra queste metà è installato un magnete. Come puoi vedere, il dispositivo per la fresatura di sporgenze e giunti con chiavetta è abbastanza semplice, ma allo stesso tempo garantisce una lavorazione efficace dei prodotti.
4 Come vengono fresate le cave chiuse?
La lavorazione delle scanalature di tipo chiuso viene eseguita su unità di fresatura orizzontali. Per il lavoro viene utilizzato il dispositivo sopra descritto, dotato di prismi o morsa autocentrante. Gli alberi sono installati su di essi in modo standard.
Inoltre, esiste un'altra opzione per l'installazione degli alberi. Gli esperti lo chiamano "montaggio della mela". In questo caso, l'albero viene posizionato ad occhio rispetto allo strumento di lavoro (estremità o fresa per chiavette per sporgenze e scanalature). Quindi il dispositivo di taglio viene lanciato e portato delicatamente sull'albero finché non interagiscono.
Quando la fresa e l'albero entrano in contatto, su quest'ultimo rimane una debole traccia dell'utensile di lavoro. Quando la traccia assume la forma di un cerchio incompleto, è necessario spostare leggermente la tabella. Se il lavoratore vede davanti a sé un cerchio completo, non sono necessarie ulteriori azioni, puoi iniziare a fresare.

Le scanalature chiuse, che successivamente vengono leggermente ritoccate, vengono lavorate secondo due diversi schemi:
- Taglierina (funzionamento manuale) per tutta la profondità della battuta e avanzamento meccanico in direzione longitudinale.
- Immersione manuale dell'utensile ad una determinata profondità e avanzamento longitudinale meccanico in una direzione, quindi un altro tuffo e avanzamento, ma nella direzione opposta.
La prima tecnica per la lavorazione di sporgenze e scanalature viene utilizzata per frese con una sezione di 12–14 mm. Negli altri casi si consiglia il secondo schema.
5 Finezze della lavorazione aperta e passante con scanalature e listelli
Tali elementi vengono fresati solo dopo che tutto il lavoro sulla loro superficie cilindrica è stato completamente completato. Gli utensili a disco vengono utilizzati in situazioni in cui i raggi della fresa e della scanalatura sono gli stessi.
Si prega di notare che l'uso delle frese è consentito fino a un certo punto. Ad ogni nuova affilatura dello strumento, la sua larghezza diminuisce di una certa quantità. Dopo diverse operazioni di questo tipo, le frese diventano inadatte per lavorare con scanalature, possono essere utilizzate per eseguire altre operazioni che non presentano requisiti elevati per i parametri geometrici in larghezza.

Il dispositivo considerato in precedenza è adatto per la lavorazione di sporgenze e scanalature di tipo passante e aperto. Qui è importante garantire la corretta installazione dell'utensile da taglio sul mandrino. L'installazione deve essere eseguita in modo tale che la corsa della fresa lungo la superficie frontale sia la minima possibile. Il pezzo è fissato in una morsa con rivestimenti (ottone, rame) sulle ganasce.
La precisione del montaggio della taglierina viene controllata con un calibro e una squadra. Il processo è simile al seguente:
- l'utensile è posto trasversalmente dal lato dell'estremità dell'albero, che sporge dalla morsa, ad una distanza prestabilita;
- utilizzando un calibro, verificare la correttezza della distanza impostata;
- viene installato un quadrato dall'altra estremità dell'albero e il controllo viene eseguito nuovamente.

La coincidenza dei risultati della misurazione indica che la taglierina è montata correttamente.
Aggiungiamo che le chiavi a segmento vengono lavorate con frese speciali (a conchiglia o a coda). Il doppio raggio delle scanalature di queste chiavi determina il diametro dell'utensile che può essere utilizzato per la fresatura. Quando si esegue tale lavoro, l'avanzamento viene eseguito verticalmente (rispetto all'asse dell'albero - in direzione perpendicolare).
6 Unità di fresatura per chiavette per lavorazione alberi
Se le scanalature devono avere la larghezza più precisa, la loro lavorazione deve essere eseguita su apposite macchine chiavettatrici. Funzionano con un utensile da taglio a due denti con chiavetta e l'avanzamento su tali unità viene eseguito secondo uno schema a pendolo.
L'attrezzatura della fresatrice per chiavetta garantisce la lavorazione della scanalatura su tutta la sua lunghezza quando l'utensile di lavoro affonda ad una profondità compresa tra 0,2 e 0,4 millimetri. Inoltre la fresatura viene eseguita due volte (tuffo e avanzamento in un senso, poi le stesse operazioni nel senso opposto).
Le macchine descritte sono ottimali per la produzione in serie e in serie di alberi con chiavetta. Funzionano in modalità automatica: dopo aver lavorato il prodotto, l'avanzamento della paletta nella direzione longitudinale viene disattivato automaticamente e l'unità mandrino si sposta nella posizione iniziale.

Inoltre, queste unità garantiscono un'elevata precisione della scanalatura risultante e la fresa lungo la periferia quasi non si usura affatto, poiché la fresatura viene eseguita dalle sue parti terminali. Lo svantaggio dell'utilizzo di questa tecnologia è la sua durata. La scanalatura standard in due o una passata è molte volte più veloce.
Le dimensioni delle scanalature quando si utilizzano apparecchiature di fresatura per chiavette sono controllate da calibri o da uno strumento di misurazione della corsa. I tappi rotondi vengono utilizzati come indicatori. Le misurazioni utilizzando un calibro e un calibro vengono eseguite come standard (vengono impostate sezione, larghezza, lunghezza, spessore della scanalatura).
Nelle imprese moderne vengono utilizzate attivamente due macchine chiave: 6D92 - per la lavorazione di scanalature chiuse con uno strumento finale e MA-57 - per la fresatura di scanalature aperte con uno strumento a tre lati. Queste unità sono solitamente integrate in linee di produzione automatizzate.

Quando si fresano scanalature e fessure, spesso è preferibile utilizzare frese a disco su tre lati rispetto alle frese a candela.
- Le scanalature o le scanalature lavorate possono avere geometrie diverse: essere corte o lunghe, aperte o chiuse, diritte o curve, profonde o poco profonde, larghe o strette
- Di solito la scelta dell'utensile è determinata dalla larghezza e dalla profondità della scanalatura e, in una certa misura, dalla sua lunghezza.
- Il tipo di macchina e la serie di produzione determinano quale fresa utilizzare: fresa, a taglio lungo o a disco
- Le frese a disco triangolari sono una soluzione più efficiente per scanalature lunghe e profonde, soprattutto quando si utilizzano macchine orizzontali. Tuttavia, la proliferazione di fresatrici verticali e centri di lavoro fa sì che anche le frese a candela e quelle per contornatura lunga vengano spesso utilizzate per una serie di operazioni di fresatura di scanalature.
Confronto tra diversi tipi di frese
Fresatura su tre lati
+ Slot aperti+ Scanalature profonde
+ Larghezza/tolleranze regolabili
+ Fresatura con un set di frese
+ Taglia
+ Ampia gamma di diverse larghezze/profondità
– Scanalature chiuse
– Solo scanalature diritte
– Evacuazione del truciolo

Frese
+ Slot chiusi+ Scanalature poco profonde
+ Slot non lineari
+ Versatilità (metodi aggiuntivi):
- Scanalatura trocoidale su pezzi realizzati con materiali difficili da lavorare (acciai temprati, leghe resistenti al calore, ecc.)
- Fresatura a tuffo per sporgenze lunghe
- Capacità di eseguire un altro tipo di operazione di fresatura di semifinitura o finitura
- Le frese a candela possono essere utilizzate per qualcosa di più della semplice scanalatura
– Elevate forze di taglio
– Tendenza a vibrare quando premuto

Fresatura su tre lati

Le frese a disco triangolari sono più efficienti nelle scanalature lunghe, profonde e aperte e forniscono stabilità e produttività ottimali in questo tipo di fresatura. Per la lavorazione simultanea di più scanalature su un piano, l'operazione può essere eseguita con un set di frese.
Caratteristiche dell'applicazione

- La dimensione della fresa, il passo dei denti e la posizione della fresa insieme devono garantire che almeno un dente sia sempre in presa.
- Controllare lo spessore del truciolo per ottenere un avanzamento per dente ottimale
- Quando si fresa in condizioni difficili, controllare i requisiti di potenza e coppia. Quando si monta la fresa sul mandrino, la rigidità di quest'ultimo e l'entità della sporgenza di setup sono estremamente importanti.
- È necessario garantire la rigidità e l'affidabilità del fissaggio del pezzo e del mandrino stesso per resistere alle forze di taglio della fresatura convenzionale
Fresatura concorde:
- Metodo di fresatura preferito
- Utilizzare un arresto rigido nella direzione delle forze di taglio tangenziali per impedire il movimento del pezzo.
Fresatura discorde:
- Una buona alternativa per materiali a bassa rigidità o difficili da lavorare
- È una buona soluzione ai problemi di evacuazione dei trucioli durante il taglio di cave profonde.
Fresatura con volantino:
- Un metodo di fresatura aggiuntivo con bassa rigidità del sistema e con caratteristiche di potenza della macchina insufficienti
- Posizionare il volantino il più vicino possibile all'utensile.
- Il miglioramento del bloccaggio del pezzo porta sempre a buoni risultati di lavorazione
Fresatura di asole aperte con frese a disco triangolari

Calcolo dell'avanzamento per dente
Un fattore critico nella fresatura con frese a disco triangolari è ottenere un avanzamento per dente adeguato, F z. Un avanzamento per dente insufficiente causa gravi imperfezioni, quindi è necessario prestare particolare attenzione durante il calcolo.
Alimentazione per dente F z deve essere diminuito durante la fresatura di cave profonde e aumentato durante la fresatura di cave poco profonde per mantenere lo spessore massimo del truciolo consigliato. Ad esempio, quando si fresa una cava completa utilizzando una geometria M30, lo spessore massimo del truciolo dovrebbe iniziare da 0,12 mm.
Nota: Poiché due inserti lavorano insieme durante la fresatura dell'intera larghezza della cava, per calcolare l'avanzamento viene utilizzata la metà del numero di inserti. z.z N.
| UN e/ D limite (%) | F z (mm/dente) | H es(mm) |
| 25 | 0,14 | 0,12 |
| 10 | 0,20 | 0,12 |
| 5 | 0,28 | 0,12 |
Profondità di taglio
Per scanalature più profonde è possibile ordinare una fresa speciale. Quando si lavorano scanalature profonde, ridurre l'avanzamento per dente. Se la scanalatura è poco profonda, aumentare l'avanzamento.
Nota: la profondità della scanalatura lavorata può essere limitata dal diametro del mandrino, dalle caratteristiche di resistenza della connessione della chiavetta e dalle condizioni per l'evacuazione del truciolo.
Utilizzo del volantino su macchine orizzontali

Nella fresatura su tre lati è presente un numero limitato di denti in presa, che provoca vibrazioni durante il processo di taglio. Ciò influisce negativamente sul risultato dell'elaborazione e sulle prestazioni.
- Il montaggio di un volano su un albero di fresatura è spesso un metodo efficace per gestire le vibrazioni. I problemi causati da potenza, coppia e stabilità della macchina insufficienti vengono spesso risolti con l'uso corretto dei volani.
- La necessità di utilizzare un volano è tanto maggiore quanto minore è la potenza della macchina destinata alla lavorazione o maggiore è il suo livello di usura.
- Posizionare il volantino il più vicino possibile all'utensile.
- L'uso di un volano rende la lavorazione più fluida, il che a sua volta riduce il rumore e le vibrazioni e aumenta la durata dell'utensile.
- Si consiglia di utilizzare il volano insieme al metodo di controfresatura
- Per aumentare ulteriormente la stabilità quando si lavora con una taglierina a disco a tre lati, utilizzare la dimensione del volantino più grande accettabile per una particolare operazione.
- Come volano possono essere utilizzati diversi dischi di acciaio con fori corrispondenti al diametro del mandrino di fresatura.
Scanalatura con una serie di frese sfalsate
Le frese con 2 chiavi possono essere sfalsate per fresare più scanalature contemporaneamente. L'offset delle frese l'una rispetto all'altra aiuta ad evitare le vibrazioni. Riduce anche la necessità di volani.

Fresatura di scanalature e scanalature strette e poco profonde


Le frese per uso generale sono dotate di inserti multitagliente in una varietà di forme per adattarsi alla maggior parte dei tipi di scanalature poco profonde. Le applicazioni comuni includono la fresatura di scanalature interne per anelli elastici (molla) e O-ring, nonché piccole scanalature esterne diritte o circolari, in particolare su parti non rotanti.
Scanalatura interna

- Nella fresatura circolare è necessario programmare un ingresso dolce dell'utensile nel taglio.
- Considerare il rapporto tra il diametro della fresa e il diametro del foro, D C/ D w. Minore è questo rapporto, maggiore sarà la lunghezza della linea di contatto tra l'utensile ed il materiale in lavorazione.
Scanalatura con frese

Le frese a candela vengono utilizzate quando sono necessarie scanalature corte e poco profonde, come fessure e tasche chiuse e sedi per chiavetta. Le frese sono gli unici utensili in grado di fresare cave chiuse con le seguenti caratteristiche:
- Dritto, curvo o angolato
- Più largo del diametro della fresa utilizzata
Le fresature di scanalature più pesanti vengono spesso eseguite con frese per contornatura.
Selezione dello strumento
Frese e frese per contornatura lunga
| | | | | |
| Frese in metallo duro integrale | Frese a spalla | Taglierine per bordi lunghi | Frese intercambiabili | |
| Dimensioni del mandrino/macchina | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30, 40, 50 |
| Requisiti di stabilità | Alto | medio | Alto | Basso |
| Sgrossatura | Molto bene | Bene | Molto bene | Accettabile |
| Finitura | Molto bene | Bene | Accettabile | Molto bene |
| Profondità di taglio UN P | Grande | medio | Grande | Piccolo |
| Versatilità | Molto bene | Bene | Accettabile | Molto bene |
| Prestazione | Molto bene | Bene | Molto bene | Bene |
Caratteristiche dell'applicazione
- Utilizzare frese a taglio leggero con elevata durata utensile prevista insieme a mandrini ad alte prestazioni
- Per ridurre al minimo la sporgenza, ridurre al minimo la distanza dal mandrino al tagliente
- Per ottenere uno spessore del truciolo soddisfacente, utilizzare un avanzamento per dente adeguato. Per evitare trucioli sottili che possono causare vibrazioni, bave e scarsa finitura superficiale, utilizzare frese a passo grosso
- Per un rapporto diametro/lunghezza ottimale e stabilità, utilizzare l'utensile con il diametro maggiore possibile
- Utilizzare la fresatura concorde per ottenere l'azione di taglio più favorevole
- Evacuare i trucioli dalla scanalatura. Utilizzare aria compressa per evitare l'accumulo di trucioli
- Per stabilità e supporto ottimali nella direzione del mandrino, utilizzare una connessione Coromant Capto®
Fresatura di scanalature con frese a candela

La fresatura di scanalature o scanalature, spesso definita fresatura di scanalature complete, coinvolge tre superfici:
- Le cave chiuse su entrambe le estremità - tasche - richiedono frese in grado di lavorare con avanzamento assiale
- La fresatura a tutta larghezza con una fresa a candela è un'operazione complessa. La profondità di taglio nella direzione assiale, di norma, dovrebbe essere pari al 70% della lunghezza del tagliente. Quando si determina il metodo di scanalatura ottimale è necessario considerare anche la rigidità della macchina e l'evacuazione dei trucioli.
- Le frese sono sensibili alle forze di taglio. Depressione e vibrazioni possono essere fattori limitanti, soprattutto a velocità di taglio elevate e lunghe sporgenze
Lavorazione della sede della chiavetta
Questa operazione richiede istruzioni separate oltre alle raccomandazioni generali per la fresatura di piani e scanalature. La direzione delle forze di taglio e la pressione dell'utensile durante la fresatura di una cava chiusa non consentono di ottenere una sezione rettangolare esatta. La precisione della lavorazione può essere migliorata utilizzando una fresa con un diametro leggermente più piccolo e lavorando la scanalatura in due passaggi:
- Fresatura di sedi per chiavetta - Fresatura di sgrossatura con larghezza di cava completa
- Fresatura a spallamento: lavorazione di una scanalatura lungo il contorno mediante taglio ascendente per garantire la perpendicolarità delle pareti.
Nelle fasi di finitura della lavorazione è necessario lavorare con una profondità di taglio ridotta per ridurre al minimo la deflessione dell'utensile, fattore determinante per la qualità della superficie lavorata e la precisione geometrica della scanalatura (angolo di 90°) .


Fresatura di sedi per chiavetta in due passate
Metodi per fresare una fessura o una tasca chiusa in un pezzo solido

In preparazione alla fresatura di cave a tutta larghezza lunghe e strette, il metodo più comune per aprire le tasche dopo la foratura è la fresatura con linea a rampa.
– Le scanalature profonde vengono lavorate in più passate
Fresatura trocoidale
 + Basse forze di taglio radiali – minore tendenza alle vibrazioni
+ Basse forze di taglio radiali – minore tendenza alle vibrazioni+ Flessione minima durante la fresatura di scanalature profonde
+ Metodo produttivo per:
- lavorazione di acciai duri e superleghe (ISO H e S)
- applicazioni sensibili alle vibrazioni
+ Buona evacuazione del truciolo
+ Emana un po' di calore
– Richiede più programmazione
Fresatura a tuffo
 + Si comporta bene con tendenza alle vibrazioni:
+ Si comporta bene con tendenza alle vibrazioni: - lunga sporgenza dell'utensile
- durante la fresatura di scanalature profonde
- in caso di rigidità insufficiente della macchina o dell'impostazione
– Necessaria fresatura/finitura residua
– La fresatura con frese a candela può comportare difficoltà di evacuazione del truciolo
– Scelta limitata degli strumenti
Fresatura di cave di sgrossatura con frese per contornatura
- Le frese con elevata velocità di asportazione del metallo vengono generalmente utilizzate per la sgrossatura
- Le versioni più corte sono in grado di fresare cave con profondità pari al diametro della fresa su fresatrici stabili e potenti
- Per tali operazioni, scegliere macchine con cono 50, poiché il funzionamento di questo tipo di fresa è accompagnato da elevate forze di taglio radiali.
- Controllare i requisiti di potenza e coppia poiché questi sono spesso i fattori limitanti per risultati ottimali
- Scegli il passo dei denti ottimale per ogni tipo di operazione

Principalmente le versioni più lunghe delle frese
progettato per la lavorazione dei bordi (lungo il contorno).
| Fare un passo | l | M  | H  |
| Area di applicazione | Costruzioni lunghe | Universale | Costruzioni brevi |
| Fresatura di spallamenti | Grande profondità UN P/ UN e | Profondità media UN P/ UN e | profondità ridotta UN P/ UN e |
| profondità ridotta UN P/ UN e | Restrizioni | __ | |
| v cm/min | | | |
Nell'ingegneria meccanica ci sono spesso parti piatte che presentano sporgenze su uno, due, tre o anche quattro lati. Ad esempio, in fig. 194, e mostra un prisma per l'installazione di parti cilindriche durante la fresatura, che ha due sporgenze.
Fresatura di spallamenti e scanalature
Una sporgenza chiusa su entrambi i lati è chiamata scanalatura. Le scanalature possono avere forma rettangolare - quindi si chiamano rettangolari, oppure sagomate - quindi si chiamano sagomate. Nella fig. 194, b mostra una parte con una scanalatura rettangolare, e in fig. 194, in - una forcella avente una scanalatura sagomata.
Frese per la lavorazione di listelli e scanalature. La fresatura dei listelli e delle scanalature rettangolari viene eseguita sia con frese a disco su fresatrici orizzontali, sia con frese a candela su fresatrici verticali.
Le frese cilindriche strette sono chiamate frese a disco. Le frese a disco possono essere realizzate con denti appuntiti e posteriori (Fig. 195, aeb).
Le frese a disco con denti sulla superficie cilindrica e su una delle due estremità sono dette a doppia faccia
(Fig. 195, b), e con denti su entrambe le superfici terminali sono chiamati tripartiti (Fig. 195, d). Le frese a disco bilaterali e trilaterali sono realizzate con denti appuntiti.
Per aumentare la produttività, le frese a disco trilaterali sono realizzate con denti grandi e multidirezionali. Nella fig. 195, e mostra una tale taglierina, in cui i denti sono alternativamente multidirezionali, formando bordi taglienti terminali attraverso il dente.
Questa forma dei denti, come la dentatura stradata delle seghe circolari e longitudinali su legno, permette di rimuovere più trucioli e di asportarli meglio.
Nella fig. 196 mostra le frese proposte dagli innovatori dello stabilimento di Leningrado Kirov E. F. Savich, I. D. Leonov e V. Ya. Karasev. Per queste frese è stato emesso uno standard statale (GOST 8237-57). Rispetto alle frese prodotte in precedenza, il numero dei denti è stato ridotto, l'angolo di inclinazione dei denti elicoidali è stato aumentato a 30-45°, l'altezza del dente è stata aumentata ed è stato introdotto un passo dei denti circonferenziale irregolare. La parte posteriore dei denti di queste frese è resa curvilinea secondo la fig. 51, c.

Le frese di questo tipo aumentano la produttività e la finitura superficiale ed eliminano le vibrazioni. Le frese sono di due tipi: con gambo cilindrico (Fig. 196, aeb) e con gambo conico (Fig. 196, vig). Ciascuno di questi tipi è realizzato in due versioni: con dente normale (Fig. 196, abc) e con dente grande (Fig. 196, b e d). La parte tagliente delle frese è realizzata in acciaio rapido.
Le frese a denti grandi vengono utilizzate per lavorazioni con avanzamenti elevati a grandi profondità di fresatura; frese con dente normale - per lavori ordinari.

I mulini con gambo cilindrico sono realizzati con un diametro da 3 a 20 mm, con un gambo conico - con un diametro da 16 a 50 mm.
Fresatura di spallamenti. Consideriamo un esempio di fresatura su una fresatrice orizzontale di due sporgenze in una barra (Fig. 197, a sinistra) per ottenere una chiave a gradini.
Scelta della taglierina. La fresatura dei listelli su una fresatrice orizzontale viene solitamente eseguita con una fresa a disco a due lati, ma in questo esempio è necessario lavorare con una fresa a tre lati, poiché è necessario lavorare un listello su ciascun lato del barra a turno.
Per la fresatura a spallamento scegliamo una fresa a tre lati con denti multidirezionali con diametro di 75 mm, larghezza di 10 mm, diametro del foro per mandrino di 27 mm e numero di denti di 18.
La lavorazione verrà eseguita su fresatrice orizzontale con fissaggio del pezzo in una morsa da macchina.
Preparazione al lavoro. Installiamo, allineiamo e rinforziamo la morsa sul tavolo della macchina secondo il metodo a noi noto, dopodiché installiamo la parte nella morsa all'altezza richiesta (Fig. 198). Controlliamo la correttezza della posizione (orizzontale) con uno spessimetro in base ai rischi di marcatura, dopodiché fissiamo saldamente la morsa. Applicare cuscinetti in metallo morbido (ottone, rame, alluminio) sulle ganasce della morsa per non rovinare i bordi lavorati della barra.


Fissiamo la fresa a disco sul mandrino allo stesso modo della fresa cilindrica, mantenendo puliti mandrino, fresa e anelli.
Impostazione della macchina in modalità fresatura. La scelta della modalità di taglio durante la fresatura di listelli con frese a disco ad alta velocità viene effettuata secondo la tabella. 212 del Manuale del Giovane Mugnaio.
Dati: diametro fresa Z) = 75 mm, larghezza di fresatura B = 5 mm, profondità di taglio = 12 mm, finitura superficiale V 5; secondo la tabella selezioniamo la velocità di taglio con avanzamento per dente S3y6 = 0,05 mm/dente.
La velocità di taglio selezionata a = 21,7 m/min corrisponde a 92 giri/min della fresa e un avanzamento di 83 mm/min. Quindi impostiamo il quadrante della scatola del cambio su 95 giri/min e il quadrante della scatola di alimentazione su 75 mm/min.
Pertanto, la fresatura dello spallamento verrà eseguita con una fresa a disco trilaterale 75x10x27 mm con denti multidirezionali (il materiale della fresa è acciaio rapido P9 o P18) con una profondità di taglio di 12 mm, una larghezza di fresatura di 5 mm. , un avanzamento longitudinale di 75 mm/min o 0,04 mm/dente e una velocità di taglio di 22 m/min applicare il raffreddamento - emulsione.
Processo di fresatura. La fresatura di ogni listello prevede le seguenti tecniche base:
1) attivare la rotazione del mandrino con il pulsante;

prendere i trucioli, attivare l'avanzamento longitudinale meccanico (Fig. 199, a).
Dopo aver lavorato il primo listello, spostare la tavola ad una distanza pari alla larghezza del listello (17 mm) più la larghezza della fresa (10 mm), cioè 27 mm, e fresare sull'altro lato, rispettando tutti i metodi sopra indicati di lavoro (Fig. 199.6) ;
4) al termine della lavorazione del pezzo, senza rimuoverlo dalla morsa, misurare con un calibro a corsoio la profondità e la larghezza della battuta su ciascun lato secondo le dimensioni del disegno con una tolleranza di ± 0,2 mm. Se le dimensioni del pezzo corrispondono al disegno e la superficie di lavorazione risulta pulita, come richiesto dal segno V5 sul disegno, togliamo il pezzo dalla morsa e lo inviamo al maestro per la verifica.
Fresatura tramite scanalature rettangolari. Quando si fresa attraverso scanalature rettangolari, vengono utilizzate frese a disco a tre lati, simili a quelle mostrate in Fig. 195, G. La larghezza della fresa deve corrispondere alla dimensione del disegno della scanalatura fresata con deviazioni consentite, il che è vero solo nei casi in cui la fresa installata non presenta eccentricità. Se la fresa batte, la larghezza della scanalatura fresata sarà maggiore della larghezza della fresa o, come si suol dire, la fresa romperà la scanalatura, il che può portare al matrimonio.
Ecco perché una fresa a tre lati viene selezionata in larghezza leggermente inferiore alla larghezza della scanalatura fresata.
Poiché le frese a disco trilaterali sono realizzate con denti appuntiti, dopo la successiva riaffilatura dei denti frontali, la larghezza della fresa diminuisce. Pertanto, questa fresa, dopo l'affilatura, non sarà più adatta per fresare una fessura rettangolare nel lotto successivo di pezzi. Per mantenere la larghezza richiesta delle frese a disco trilaterali dopo la riaffilatura, sono realizzate in composito con denti sovrapposti (Fig. 195, e), che consente di regolarne le dimensioni. Nel connettore di tale taglierina composita vengono inserite guarnizioni in lamina di acciaio o rame.
Il processo di fresatura di fessure rettangolari, ovvero l'installazione della fresa, il bloccaggio del pezzo, nonché le tecniche di fresatura, non differiscono dagli esempi di fresatura di spallamenti descritti sopra.
Le condizioni di taglio durante la fresatura di scanalature con frese a disco a tre lati in acciaio rapido vengono selezionate in base alla tabella. 213 del Manuale del Giovane Mugnaio.
Fresatura di scanalature chiuse. Nella fig. 200 mostra il disegno di un nastro di spessore 15 mm, in cui è necessario fresare una scanalatura chiusa larga 16 mm e lunga 32 mm.
Tale lavorazione dovrebbe essere eseguita con una fresa su una fresatrice verticale.
Preparazione al lavoro. Scegliamo per la lavorazione una fresatrice verticale 6H12. Per fresare una gola di larghezza £ = 16 mm, prendiamo una fresa di diametro 16 mm con gambo conico; tale fresa ha un numero di denti z = 5.

Il pezzo entra nella fresatrice con una scanalatura marcata. Poiché la scanalatura deve essere realizzata al centro del pezzo, il pezzo può essere bloccato a livello delle ganasce della morsa, ma i pattini paralleli devono essere posizionati in modo che la fresa possa avere un'uscita tra di loro (Fig. 201).

Dopo aver installato la parte, la taglierina viene fissata nel mandrino della macchina.
Impostazione della macchina in modalità fresatura. La modalità di taglio per la fresatura di scanalature con frese frontali ad alta velocità viene selezionata in base alla tabella. 211 del Manuale del Giovane Mugnaio.
Prendiamo l'avanzamento s3y6 - = 0,01 mm/dente. Con diametro fresa D -16 mm, larghezza gola B = 16 mm, numero di denti 2 = 5, avanzamento s3y6 = = 0,01 mm/dente, secondo la tabella troviamo o = 43,3 m/min, oppure i = 860 giri/min e 5 =
43 mm/min. Impostiamo il quadrante della speedbox della macchina su 750 giri al minuto e calcoliamo la velocità di taglio risultante utilizzando la formula (1):
Impostiamo l'arto della mangiatoia della macchina su un avanzamento minuto di 37,5 mm/min e calcoliamo l'avanzamento per dente risultante utilizzando la formula (5):
Freseremo quindi la scanalatura con una fresa D = 16 mm in acciaio rapido P9 con un avanzamento longitudinale di 37,5 mm/min, ovvero 0,01 mm/dente, e una velocità di taglio di 37,8 m/min; applicare il raffreddamento - emulsione.
Processo di fresatura. Nella fig. 202 mostra il processo di fresatura di una scanalatura in una tavola. Di solito, dopo aver impostato la taglierina nella sua posizione originale, viene prima dato un piccolo avanzamento verticale manuale in modo che la taglierina tagli ad una profondità di 4-5 mm. Successivamente si attiva l'avanzamento meccanico longitudinale che dà, come indicato dalla freccia, il movimento avanti e indietro alla tavola con la parte fissa e sollevando la tavola di 4-5 mm dopo ogni doppia corsa, fino alla fresatura della scanalatura. tutta la profondità.
Quando si fresano scanalature chiuse, la fresa si trova nelle condizioni più difficili durante la penetrazione in profondità, quindi l'avanzamento manuale durante la penetrazione dovrebbe essere ridotto.
Listelli nella chiave a gradini secondo la fig. 197 può essere fresato anche su fresatrice verticale con fresa da 20 mm. Pensa a come costruire un'operazione. Le condizioni di taglio devono essere prese in base alla tabella. 211 "Manuale di Young Miller" per avanzamento per dente = 0,03 mm/dente.
Fresatura di spallamenti e scanalature
A Categoria:
Lavori di fresatura
Fresatura di spallamenti e scanalature
Una sporgenza è una rientranza delimitata da due piani reciprocamente perpendicolari che formano un gradino. Una parte può avere una, due o più sporgenze. Scanalatura: una rientranza in una parte, limitata da piani o superfici sagomate. A seconda della forma della rientranza, le scanalature sono divise in rettangolari, a T e sagomate. Le scanalature di qualsiasi profilo possono essere passanti, aperte o con uscita e chiuse.
La lavorazione di listelli e scanalature è una delle operazioni eseguite sulle fresatrici. I listelli e le scanalature fresate sono soggetti a diversi requisiti tecnici a seconda dello scopo, della produzione in lotti, dell'accuratezza dimensionale, dell'accuratezza della posizione e della rugosità superficiale. Tutti questi requisiti determinano il metodo di elaborazione.
La fresatura di sporgenze e scanalature viene eseguita da frese a disco e da un set di frese a disco. Inoltre, le sporgenze possono essere fresate con frese a spianare.
Fresatura di listelli e scanalature con frese a disco. Le frese a disco sono progettate per la lavorazione di piani, sporgenze e scanalature. Distinguere le frese a disco solide e con denti finti. Le frese a disco pieno si dividono in a taglio (ST SEV 573-77), a taglio con dorso a taglio (GOST 8543-71), a tre lati con denti dritti (GOST 3755-78), a tre lati con denti multidirezionali fini e normali. Le frese con denti finti sono realizzate su tre lati (GOST 1669-78). Le frese per scanalature a disco hanno i denti solo sulla parte cilindrica e vengono utilizzate per fresare scanalature poco profonde. Il tipo principale di frese a disco è a tre lati. Hanno denti sulla superficie cilindrica e su entrambe le estremità. Sono utilizzati per la lavorazione di sporgenze e scanalature più profonde. Forniscono una classe di rugosità superiore alle pareti laterali della scanalatura o battuta. Per migliorare le condizioni di taglio, le frese a disco triangolari sono dotate di denti obliqui con direzioni della scanalatura alternate alternativamente, ovvero un dente ha la direzione della scanalatura destra e l'altro, adiacente ad esso, quella sinistra. Pertanto tali frese sono chiamate multidirezionali: a causa dell'inclinazione alternata dei denti, le componenti assiali della forza di taglio dei denti destro e sinistro sono reciprocamente bilanciate. Queste frese hanno denti su entrambe le estremità. Lo svantaggio principale delle frese a disco trilaterali è la diminuzione della larghezza dopo la prima riaffilatura lungo la faccia frontale. Quando si utilizzano frese registrabili, costituite da due metà dello stesso spessore con denti sovrapposti nell'alveolo, dopo la riaffilatura è possibile ripristinare la dimensione originale. Ciò si ottiene utilizzando distanziatori di spessore adeguato, realizzati in lamina di rame o ottone, che vengono posizionati nella fessura tra le frese.

Riso. 1. Sponde

Riso. 2. Tipi di scanalature per forma

Riso. 3. Pozzetti: passanti, con uscita e chiusi
Le frese circolari con coltelli a inserto dotati di piastre in lega dura sono a tre lati (GOST 5348-69) e a due lati. Le frese a disco a tre lati vengono utilizzate per la fresatura di scanalature e a due lati per la fresatura di sporgenze e piani. Per entrambi i tipi di frese, i coltelli ad inserto sono fissati al corpo tramite ondulazioni assiali e un cuneo con un angolo di 5°. Il vantaggio di questo metodo di fissaggio dei coltelli ad inserto è la capacità di compensare l'usura e lo strato rimosso durante la riaffilatura. Il ripristino delle dimensioni in diametro si ottiene riorganizzando i coltelli con una o più ondulazioni e in larghezza con la corrispondente estensione dei coltelli. Le frese a tre lati hanno coltelli con un'inclinazione alternata alternativamente con un angolo di 10 °, per quelle a due lati - in una direzione con un angolo di inclinazione di 10 ° (per frese destre e mancine).
L'utilizzo di frese a disco triangolari con inserti in metallo duro conferisce la massima produttività nella lavorazione di scanalature e sporgenze. Una taglierina a disco "tiene" la dimensione meglio di una taglierina frontale.
Scelta del tipo e della dimensione delle frese a disco. Il tipo e la dimensione della fresa a disco vengono selezionati in base alle dimensioni delle superfici da lavorare e al materiale del pezzo. Per le condizioni di lavorazione indicate, vengono selezionati il tipo di taglierina, il materiale della parte tagliente e le dimensioni principali: B, D, d e z. Per la fresatura di materiali facili da lavorare e materiali di media difficoltà di lavorazione con una grande profondità di fresatura si utilizzano frese con dente normale grande. Quando si lavorano materiali difficili da tagliare e si esegue la fresatura con una profondità di taglio ridotta, si consiglia di utilizzare frese con denti normali e fini.
Il diametro della fresa dovrebbe essere scelto il più piccolo possibile, poiché minore è il diametro della fresa, maggiore è la sua rigidità e resistenza alle vibrazioni. Inoltre all'aumentare del diametro aumenta la sua resistenza.

Riso. 4. Scelta del diametro della fresa a disco
Nella fig. 5, a, b mostra lo schema di fresatura di due sporgenze sulla parte. La fresatura di spallamenti con frese a disco, come menzionato sopra, viene solitamente eseguita con una fresa a disco bilaterale. Tuttavia, nel nostro caso, dovremmo scegliere una fresa a disco a tre lati, poiché dobbiamo lavorare una spalla a turno su ciascun lato del pezzo.

Riso. 5. Fresatura di spallamenti con fresa a disco
Regolazione della macchina per fresatura tramite scanalature rettangolari con frese a disco. Quando si fresano spallamenti, la precisione della larghezza dello spallamento non dipende dalla larghezza della fresa. Deve essere soddisfatta una sola condizione: la larghezza della fresa deve essere maggiore della larghezza del listello (se possibile, non più di 3-5 mm).
Quando si fresano fessure rettangolari, la larghezza della fresa a disco deve essere uguale alla larghezza della fessura fresata nel caso in cui l'eccentricità dei denti frontali sia zero. Se i denti della fresa sono disassati, la dimensione della scanalatura fresata con tale fresa sarà corrispondentemente maggiore della larghezza della fresa. Questo dovrebbe essere tenuto presente, soprattutto quando si lavorano scanalature con larghezze esatte.
L'installazione sulla profondità di taglio può essere effettuata mediante marcatura. Per una chiara selezione delle linee di marcatura, il pezzo viene preverniciato con una soluzione di gesso e sulla linea tracciata con un tracciatore a spessore vengono applicate delle rientranze (nuclei). L'impostazione della profondità di taglio lungo la linea di marcatura viene effettuata mediante passaggi di prova. Allo stesso tempo, assicurarsi che la taglierina tagli il margine solo della metà degli incavi dal punzone centrale.
Quando si imposta la macchina per la scanalatura, è molto importante posizionare correttamente la fresa rispetto al pezzo da lavorare. Nel caso in cui il pezzo sia installato in un dispositivo speciale, la sua posizione rispetto alla taglierina è determinata dal dispositivo stesso.
L'installazione precisa delle frese ad una determinata profondità viene eseguita con impostazioni o dimensioni speciali fornite nell'attrezzatura. Nella fig. 6 sono riportati gli schemi di installazione delle frese sulla misura utilizzando gli impianti. La dimensione 1 è una piastra in acciaio temprato (Fig. 6, a) o un quadrato (Fig. 6, b, c) fissata sul corpo dell'apparecchio. Tra l'incastonatura e il tagliente del dente della fresa viene posta una sonda di misurazione spessa 3-5 mm per evitare che il dente della fresa entri in contatto con la superficie indurita dell'incastonatura. Se la lavorazione della stessa superficie viene eseguita in due passaggi (sgrossatura e finitura), vengono utilizzate sonde di diverso spessore per installare la fresa della stessa dimensione.
Fresatura di listelli e scanalature con un set di frese a disco. Quando si lavora un lotto di parti identiche, è possibile eseguire la fresatura simultanea di due sporgenze, due o più scanalature con un set di frese. Per ottenere la distanza richiesta tra le sporgenze e le scanalature, un apposito set di anelli di regolazione viene posizionato sul mandrino tra le frese.
Quando si lavorano pezzi con un set di frese, viene installata una fresa in base alle dimensioni, poiché la posizione relativa del set sul mandrino si ottiene selezionando gli anelli di regolazione. Quando si impostano le frese su una determinata dimensione, si ricorre all'uso di speciali dime di installazione. Per un'installazione precisa delle frese, vengono utilizzate misure finali piano-parallele e arresti indicatori. Nella fig. 7 mostra la disposizione degli indicatori di direzione su una fresatrice orizzontale per l'installazione precisa delle frese durante i movimenti trasversali e verticali della tavola. È possibile alzare e abbassare il tavolo di una quantità predeterminata con l'aiuto di tale dispositivo durante il movimento accelerato, senza timore di commettere errori nel conto alla rovescia.
L'opportunità di elaborare sporgenze e scanalature con un set di frese può essere stabilita in base al tempo totale impiegato (tempo calcolato) per una parte per le opzioni confrontate per la lavorazione delle scanalature.
Fresatura di listelli e scanalature con frese a candela. Listelli e scanalature possono essere lavorati con frese su fresatrici verticali e orizzontali. Le frese (GOST 17026-71 *) sono progettate per la lavorazione di piani, sporgenze e scanalature. Sono realizzati con gambo cilindrico e conico. Le frese sono realizzate con denti normali e grandi. Le frese con dentatura normale vengono utilizzate per la semifinitura e la finitura di listelli e scanalature. Per la sgrossatura vengono utilizzate frese a denti grandi.
Le frese a pelatura con denti appoggiati (GOST 4675-71) sono progettate per la lavorazione grossolana di pezzi ottenuti mediante fusione, forgiatura.
Le frese in metallo duro (GOST 20533-75-20539-75) sono prodotte in due tipologie: dotate di corone in lega dura per diametri di 10-20 mm e lame a vite (per diametri di 16-50 mm).
Riso. 6. Applicazione di impianti per frese
Attualmente, le fabbriche di utensili producono frese integrali in metallo duro con un diametro di 3-10 mm e frese con un'intera parte lavorante in metallo duro saldata su un gambo conico in acciaio. Il diametro delle frese è 14-18 mm, il numero di denti è tre. L'uso di frese in metallo duro è particolarmente efficace nella lavorazione di scanalature e sporgenze in pezzi realizzati in acciai temprati e difficili da tagliare.
La precisione in larghezza delle scanalature quando vengono lavorate con uno strumento di misura, che siano frese a disco e a candela, dipende in gran parte dalla precisione delle frese utilizzate, nonché dalla precisione, dalla rigidità delle fresatrici e dalla concentricità la taglierina dopo averla fissata nel mandrino. Lo svantaggio di uno strumento di misura è la perdita della sua dimensione nominale durante l'usura e dopo la riaffilatura. Nelle frese a candela, dopo la prima riaffilatura lungo una superficie cilindrica, la dimensione in diametro risulta distorta e non sono adatte per ottenere dimensioni precise della scanalatura in larghezza.
È possibile ottenere la dimensione esatta della larghezza della scanalatura elaborandola in due passaggi: sgrossatura e finitura. In fase di finitura la fresa calibrerà la scanalatura solo in larghezza, mantenendone le dimensioni per un lungo periodo di tempo.
Recentemente sono apparsi mandrini per il fissaggio delle frese, che consentono di installare una fresa con eccentricità regolabile, ovvero con runout regolabile. Nella fig. 8 mostra un mandrino a pinza utilizzato presso l'Associazione delle macchine utensili di Leningrado. Ya.M. Sverdlov. Nel corpo della cartuccia è praticato un foro eccentrico di 0,3 mm rispetto al suo gambo. In questo foro viene inserita una bussola con la stessa eccentricità rispetto al diametro interno. Il manicotto è fissato al corpo con due bulloni. Quando la boccola viene ruotata con un dado con bulloni leggermente allentati, si verifica un aumento condizionato del diametro della fresa (una divisione per arto corrisponde ad un aumento del diametro della fresa di 0,04 mm).
Quando si esegue una scanalatura con una fresa, i trucioli devono essere spinti lungo la scanalatura elicoidale in modo che non rovinino la superficie lavorata e non causino la rottura del dente della fresa. Ciò è possibile quando il senso della scanalatura elicoidale coincide con il senso di rotazione della fresa, cioè con il loro stesso senso. Tuttavia, la componente assiale della forza di taglio Px verrà quindi diretta verso il basso per spingere la fresa fuori dalla sede del mandrino. Pertanto, durante la lavorazione delle scanalature, la fresa deve essere montata in modo più affidabile rispetto alla lavorazione di un piano aperto con una fresa. Il senso di rotazione della fresa e della gola elicoidale, come nel caso di lavorazione con frese frontali e cilindriche, deve essere opposto, poiché in questo caso la componente assiale della forza di taglio sarà diretta verso la sede del mandrino e tenderà a serrare il portautensile con la fresa nella sede del mandrino.

Riso. 8. Mandrino per la fresatura di gole di misura con frese standard

Riso. 9. Fresatura di un piano inclinato in una morsa

Riso. 10. Fresatura dell'incavo della parte del corpo
Altri tipi di lavoro eseguiti dalle frese. Oltre alla lavorazione di sporgenze e scanalature, le frese vengono utilizzate per eseguire altri lavori su fresatrici verticali e orizzontali.
Le frese vengono utilizzate per la lavorazione di piani aperti: verticale, orizzontale e inclinato. Nella fig. 9 mostra la fresatura di un piano inclinato in una morsa universale. Le tecniche per la lavorazione delle pialle con frese non sono diverse dai metodi per la lavorazione di sporgenze e scanalature. Le frese possono elaborare varie rientranze (nidi). Nella fig. 10 mostra la fresatura di una rientranza con una fresa. La fresatura delle rientranze nel pezzo viene eseguita secondo il markup. È più conveniente eseguire prima la fresatura preliminare del contorno dell'incavo (senza raggiungere le linee di marcatura), quindi la fresatura finale del contorno.
Nei casi in cui sia necessario fresare una finestra anziché un incavo, è necessario posizionare un apposito rivestimento sotto il pezzo per non danneggiare la morsa nel momento in cui esce la fresa.
Listelli di fresatura con fresa frontale. Le spalle possono essere fresate sia su fresatrici verticali che orizzontali. La lavorazione di parti con sporgenze posizionate simmetricamente può essere eseguita durante il fissaggio dei pezzi su tavole rotanti a due posizioni. Dopo aver fresato la prima spalla, l'attrezzatura viene ruotata di 180° e posizionata nella seconda posizione per fresare la seconda spalla.
- In contatto con 0
- Google Plus 0
- OK 0
- Facebook 0