Operazioni di fresatura di spallamenti:
- Fresatura di parti a pareti sottili
Fresatura di spallamenti/sfacciature

Fresatura di spallamento/sfacciatura riuscita
La fresatura a spallamento elabora due superfici contemporaneamente, il che richiede la fresatura periferica in combinazione con la fresatura a spianare. Uno dei requisiti più importanti è la formazione di una sporgenza con un angolo di novanta gradi. Gli spallamenti possono essere fresati con le tradizionali frese per spallamenti quadrati, nonché con frese per estremità, frese per bordi lunghi e frese a disco a tre lati. Alla luce di queste numerose opzioni, i requisiti operativi devono essere attentamente valutati per fare la scelta migliore.
Selezione dello strumento
Tagliaspalle
Le frese per spallamenti convenzionali sono spesso in grado di fresare spallamenti poco profondi e rigorosamente rettangolari. Molte frese per spallamenti sono versatili e possono essere utilizzate efficacemente per realizzare fori. Costituiscono una buona alternativa alle frese convenzionali quando si lavorano superfici che deviano in direzione assiale e quando si fresa vicino a superfici verticali.
Frese
Le frese a candela e le frese in metallo duro integrale sono buone soluzioni per la fresatura di spallamenti dove è richiesta l'accessibilità.
Taglierine per bordi lunghi
Le frese a tagliente lungo vengono utilizzate per la fresatura di spallamenti più profondi.
Funzionalità dell'applicazione
Fresatura di spallamenti poco profondi
Questa operazione comune viene generalmente eseguita con frese a spalla e frese a candela. Con un'altezza di spallamento ridotta è possibile la lavorazione con un'ampia profondità di taglio radiale. Spesso queste frese possono sostituire una fresa tradizionale, soprattutto nelle applicazioni in cui è necessario ridurre le forze di taglio sul pezzo in direzione assiale, e anche se l'accesso al pezzo è difficile a causa delle caratteristiche dell'attrezzatura. Le frese per spallamenti con diametri di taglio maggiori garantiscono un'accessibilità ottimale durante la fresatura di spallamenti piccoli e profondi.

Fresatura di spallamenti profondi
Viene eseguita in più passate con frese a spalla e frese a candela. Per ridurre al minimo le imperfezioni superficiali, come smerlature e bordi di transizione tra le passate, è necessaria una taglierina ad alta precisione che produca spalle perfettamente squadrate. Se la profondità della spalla è inferiore al 75% della lunghezza del tagliente, il livello di qualità della superficie verticale solitamente non richiede una finitura aggiuntiva.
Lavorazione di spallamenti con fresa a contornatura in una sola passata
Le frese per bordi lunghi sono adatte per spalle più alte e lunghe che richiedono la rimozione di grandi quantità di metallo. Hanno un'elevata velocità di rimozione del metallo e vengono generalmente utilizzati per la fresatura di sgrossatura a causa dei segni delle righe sulla superficie lavorata.

Per queste frese sono importanti:
- Stabilità
- Stato del mandrino
- Evacuazione truciolo
- Riparare lo strumento
- Energia
Le forze radiali sono significative, il che rende difficile la fresatura degli spallamenti.
Le frese per bordi lunghi più corte sono adatte per:
- elaborazione di sporgenze larghe ma poco profonde
- fresatura dell'intera larghezza della cava con una profondità pari al diametro della fresa, in grado di compensare i limiti della macchina
Esecuzioni più lunghe sono destinate a:
- fresatura di spallamenti con larghezza di taglio moderata
- su macchine potenti e stabili
Fresatura di spallamenti profondi

Le frese per spallamenti sovradimensionate garantiscono un'accessibilità ottimale durante la fresatura di spallamenti piccoli e profondi. Per banchi ancora più profondi, utilizzare le estensioni con connessione Coromant Capto. Le frese per contornatura sono disponibili anche in dimensioni più grandi per spalle larghe e profonde. Qui però la larghezza di taglio è più limitata.

- La fresatura concorde è sempre la prima scelta ed è particolarmente importante per la fresatura di spallamenti grazie all'angolo di registrazione di 90°
- La lavorazione deve essere eseguita in modo tale che le forze di taglio siano dirette il più possibile verso i punti di ancoraggio. Pertanto, in alcuni casi, la fresatura convenzionale può rappresentare una buona alternativa.
- La scelta del passo dei denti della fresa dipende dalla stabilità dell'intero sistema, compresa la macchina, il pezzo e il suo attrezzo, nonché dal materiale da lavorare.
- Sulle macchine ISO 40 e più piccole, si consigliano frese a passo grosso a causa della stabilità limitata
- Le frese a passo grosso sono consigliate anche per la lavorazione di pezzi fissati con uno strumento di impostazione universale.
- Particolare attenzione dovrebbe essere prestata alla posizione della fresa rispetto al pezzo.
- A D C/ UN e >10 per ottenere un buon risultato ed evitare la rottura del tagliente F z deve essere corretto in base al valore esadecimale
- Se la profondità della spalla è inferiore al 75% della lunghezza del tagliente, il livello di qualità della superficie verticale solitamente non richiede una finitura aggiuntiva.
- Scegliere un inserto in metallo duro più resistente rispetto alla fresatura a spianare
- Quando si utilizzano frese per contornatura, la lavorazione è difficile, quindi potrebbe essere necessaria una qualità ancora più tenace.
- Maggiore è la profondità di taglio, più il sistema è sensibile alle vibrazioni e quindi si consiglia di lavorare a velocità inferiori.
- Se si verificano vibrazioni, ridurle v c e potenziare F z , soggetto allo spessore del truciolo consigliato esadecimale!
- Assicurarsi che la macchina disponga di potenza sufficiente per le condizioni di taglio selezionate
Riparare lo strumento

- Particolare attenzione dovrebbe essere prestata ai requisiti relativi alla potenza richiesta per l'attuazione delle passate caricate che si verificano durante la lavorazione con frese per contornatura.
- Il bloccaggio dell'utensile ha un enorme impatto sui risultati delle frese con diametro inferiore a 50 mm
- Maggiore è la profondità di taglio, più importanti diventano le dimensioni e la stabilità del giunto, poiché quando si utilizzano frese a spalla, in particolare frese a spalla lunga, le forze radiali sono significative.
- Le connessioni Coromant Capto® forniscono stabilità ottimale e deflessione minima per tutti i tipi di frese, aspetto particolarmente importante per utensili a lunga sporgenza
Immersione ad arco


- L'immersione dolce è essenziale per prevenire le vibrazioni e prolungare la durata dell'utensile, soprattutto durante la fresatura di spallamenti
- Programmare la taglierina per accedere al taglio ad arco; in uscita lo spessore del truciolo dovrà essere pari a zero: questo aumenterà sia l'avanzamento che la durata dell'utensile
- Questo metodo è particolarmente applicabile alle operazioni di lavorazione degli angoli esterni poiché evita carichi di immersione elevati.
- Garantire un contatto continuo tra taglierina e pezzo in lavorazione.
Fresatura di spallamenti con frese a disco triangolari
Le frese a disco trilaterali vengono utilizzate anche per la lavorazione a spalla, soprattutto se la forma è stretta e anche lunga. In genere, queste frese forniscono l'unico sottosquadro possibile su spallamenti chiusi.
 |
||
Lavorazione del bordo con periferia tagliente

Cos'è una bordatura riuscita con la periferia della fresa?
La lavorazione dei bordi è in realtà una fresatura di spallamenti eseguita utilizzando il metodo di profilatura. La spianatura e la contornatura sono tipi di fresatura con la parte periferica della fresa.
Selezione dello strumento

- Le pareti sottili vengono solitamente lavorate con frese a candela, le pareti più profonde o più larghe vengono lavorate in più passate con frese a candela, tuttavia le pareti alte possono essere lavorate in una sola passata con una fresa per contornatura lunga.
- Gli spallamenti profondi due diametri possono essere fresati in modo efficiente con frese a tagliente lungo o in metallo duro integrale. Per spallamenti così profondi, la profondità di taglio consigliata è la metà del diametro della fresa.
- Le frese a disco triangolari possono essere utilizzate anche per la bordatura o la fresatura periferica
- L'ampio angolo dell'elica garantisce che nel taglio sia coinvolto un numero sufficiente di denti e che la lavorazione dei bordi sia liscia con una profondità di taglio ridotta.
- Le frese con passo dei denti fine e molto fine sono particolarmente adatte per la lavorazione dei bordi. Ciò vale anche per la fresatura di bordi più sottili e spallamenti larghi e poco profondi con frese a 90º.
Funzionalità dell'applicazione
Rugosità superficiale - Fresatura cilindrica

In assenza di eccentricità fresa, altezza smerlato h
sarà lo stesso e può essere calcolato con la formula:
Profondità profilo/altezza pettine

Con eccentricità della fresa, avanzamento per dente F z
e, di conseguenza, l'altezza della capesante h varierà a seconda del TIR.
 |
|
F z | F z battere |
Come accennato in precedenza, la rugosità della superficie risultante può limitare la quantità di avanzamento, soprattutto a piccole profondità di taglio radiali.
Quando si lavora con la parte cilindrica della fresa, sul profilo si formano una serie di "smerli" la cui altezza h è determinata dai seguenti parametri:
- diametro della fresa, D C
- alimentazione per dente, F z
- Lettura indicatore di esaurimento utensile, TIR
Le frese indicizzabili avranno sempre un TIR più elevato rispetto alle frese in metallo duro integrale. Inoltre, maggiore è il diametro della taglierina, maggiore è il numero di denti, il che aumenta l'altezza delle capesante.
Per una finitura superficiale ottimale:
- Utilizzare frese in metallo duro integrale
- Utilizzare un mandrino idraulico ad alta precisione con connessione Coromant Capto®
- Utilizzare la sporgenza più piccola possibile
- Frese indicizzabili, valore iniziale F z = 0,15 mm/dente
- Frese in metallo duro integrale, valore iniziale F z = 0,10 mm/dente
Nota: La peggiore qualità superficiale si ottiene quando, a causa della forte concentricità della fresa, la superficie è creata da un solo tagliente.

- Il fattore più importante nella fresatura periferica è la scelta dell'avanzamento adatto per dente, F z
- quantità di mangime, F z , deve essere corretto quando entra la fresa, il che influisce sullo spessore del truciolo
- Valore di avanzamento per dente, F z deve essere moltiplicato per il fattore di avanzamento. L'avanzamento risultante sarà maggiore con un arco di tuffo più piccolo e allo stesso tempo lo spessore del truciolo sarà sufficiente. Tuttavia, non sempre è possibile utilizzare il fattore di aumento dell'avanzamento: i limiti di rugosità superficiale limiteranno il valore di avanzamento.
Fresatura di pareti sottili non rigide

Per elaborare le sporgenze:
- Con un basso rapporto altezza-spessore< 15:1
- Con un rapporto medio tra altezza e spessore< 30:1
- Con elevato rapporto altezza-spessore > 30:1
- parti a pareti sottili

Cosa cercare:
- La strategia per la lavorazione delle aree a pareti sottili dovrebbe essere selezionata in base all'altezza e allo spessore della parete
- Il numero di passaggi in tutti i casi è determinato dalle dimensioni della parete e dalla profondità assiale del taglio
- Considerare la stabilità sia delle frese che delle pareti
- Per la lavorazione di pareti sottili, è consigliabile utilizzare il metodo di lavorazione ad alta velocità, caratterizzato da dimensioni ridotte UN P/ UN ee alto v C. Tali parametri di lavorazione riducono la durata dell'immersione e, di conseguenza, riducono la forza d'impatto e di compressione.
- Si consiglia la fresatura concorde
- L'alluminio e il titanio vengono lavorati utilizzando gli stessi metodi di fresatura
Basso rapporto altezza/spessore della parete< 15:1
I passaggi dovrebbero essere effettuati lungo un percorso a zigzag.

Fresatura di pareti sottili:
- La lavorazione di un lato del muro dovrà essere effettuata in passate non sovrapposte
- Ripeti la procedura sull'altro lato
- Lasciare un margine su entrambi i lati per la finitura successiva
Rapporto medio tra altezza e spessore della parete< 30:1
Fresatura su un piano:
- Fresatura a lati alterni della parete con diversa profondità di taglio iniziale con passate non intersecanti.
Fresatura con supporto a parete:
- Un approccio simile, ma con passate di lavorazione sovrapposte sui due lati della parete: questo fornisce più supporto nel punto da lavorare. La prima passata dovrebbe essere effettuata ad una profondità di taglio ridotta, UN p/2
- In entrambi i casi, lasciare un margine di post-finitura di 0,2–1,0 mm su entrambi i lati
- Utilizzare la fresatura circolare con rampa al centro della base fino alla profondità desiderata
- Fresare verso l'esterno dal centro su un percorso circolare con avanzamento
- Utilizzare uno strumento con un numero minimo di taglienti
- Durante la lavorazione è richiesta una forza minima da questo lato
- Lasciare un supporto in posizione durante la lavorazione su un lato.
- Lavora dall'altra parte
- Dopo aver elaborato entrambi i lati, rimuovere il supporto

Indennità di finitura
Fresatura di una base a pareti sottili

Trattamento di basi sottili:
Se è necessario fresare una superficie il cui lato opposto è già stato lavorato:
Se la parte ha un foro al centro della base:
Fresatura piana
Le pialle vengono solitamente fresate con frese cilindriche e a candela. La larghezza della fresatura, di norma, viene impostata in base alle condizioni di lavorazione. La larghezza della fresa viene scelta leggermente più grande della larghezza della superficie fresata. La profondità di taglio viene determinata tenendo conto del sovrametallo di lavorazione e dei requisiti di pulizia.
L'avanzamento per giro della fresa durante la lavorazione con frese cilindriche è determinato secondo la tabella 68, in base al tipo di lavorazione, alla profondità di taglio accettata, al diametro e al numero di denti della fresa.
Nella lavorazione con frese a candela l'avanzamento viene impostato secondo la tabella 69, in funzione del materiale in lavorazione, del tipo di lavorazione, della profondità di taglio accettata, del diametro e del numero di denti della fresa.
La velocità di taglio durante la lavorazione di pialle con frese cilindriche è determinata secondo la tabella 70, in base alla profondità di taglio accettata, all'avanzamento, al diametro, al numero di denti e alla larghezza della fresa.
La velocità di taglio durante la lavorazione di pialle con frese a candela si trova secondo la tabella 71, a seconda della profondità di taglio accettata, dell'avanzamento, del diametro e del numero di denti della fresa. Nelle tabelle indicate sono riportati anche i valori delle velocità.
Tabella 68
| diametro della fresa | Numero di denti | Sgrossatura | semifinitura | |||
| 1,28-0,64 | 0,80-0,48 | 0,48-1,28 | 0,8-1,6 | |||
| 1,20-0,64 | 0,96-0,56 | 0,24-0,64 | 0,4-0,8 | |||
| 1,44-0,72 | 0,90-0,54 | 0,54-0,96 | 0,9-1,8 | |||
| 1,60-0,80 | 1,20-0,64 | 0,24-0,64 | 0,4-0,8 | |||
| 1,60-1,00 | 0,60-1,00 | 1,0-2,0 | ||||
| 1,60-,80 | 1,20-0,64 | 0,24-0,64 | 0,4-0,8 |
Le velocità di taglio ed i giri selezionati dalle tabelle devono essere corretti se le condizioni di lavorazione differiscono da quelle previste nelle tabelle.
Tabella 69
| diametro della fresa | Numero di denti | Sgrossatura di piani con frese | semifinitura | |||
| Profondità di taglio non superiore a mm | ||||||
| Acciaio | ||||||
| 1,6-0,96 | 1,28-0,8 | 0,64-1,00 | 0,80-1,20 | |||
| 1,5-0,80 | 1,2-0,60 | 0,48-0,80 | 0,54-0,96 | |||
| 1,8-1,08 | 1,44-0,9 | 0,8-1,20 | 0,96-1,44 | |||
| 1,5-0,80 | 1,2-0.6 | 1,0-0,5 | 0,48-0,80 | 0,54-0,96 | ||
| 2,0-1,20 | 1.6-1,0 | 0,96-1,44 | 1,2-1,60 | |||
| 1,8-0,96 | 1,44-0,72 | 1,2-0,6 | 0,54-0,96 | 0,64-1,00 | ||
| 1,8-0,96 | 1,44-0,72 | 1,2-0,6 | 0,54-0,60 | 0,64-1,00 | ||
| Ghisa | ||||||
| 3,2-1,6 | 2,4-1,6 | 0,8-1,00 | 0,96-1,44 | |||
| 2,5-1,6 | 2,0-1,2 | 0,54-0,% | 0,64-1,00 | |||
| 3,6-1,8 | 2,70-1,44 | 0,96-1,44 | 1,20-1,60 | |||
| 2,5-1,5 | 2,0-1,20 | 1.8-1,0 | 0,54-0,96 | 0,64-1,00 | ||
| 4,0-2,0 | 3,0-1,60 | 1,2-1,60 | 1,44-1,80 | |||
| 3,0-1,8 | 2,4-1,44 | 2,16-1,2 | 0,64-1,00 | 0,80-1,20 | ||
| 3,0-1,8 | 2,4-1,44 | 1,8-1,2 | 0,64-1,00 | 0,80-1,20 |
La correzione consiste nel moltiplicare la velocità tabellare e il numero di giri per i coefficienti opportuni. I loro valori sono indicati nelle tabelle 12, 13, 14, 15.
Le scanalature e le sporgenze rettangolari vengono fresate con frese a disco o a candela. La larghezza della fresatura viene impostata in base alle condizioni di lavorazione e, in relazione a ciò, viene selezionata una fresa con una larghezza pari alla larghezza della scanalatura e quando si lavora una sporgenza è leggermente più grande della larghezza della fresata superficie.
La profondità di taglio viene determinata tenendo conto del sovrametallo di lavorazione.
La velocità di taglio e il numero di giri durante la fresatura di piani con frese cilindriche (fresa P9 g con raffreddamento) sono mostrati di seguito (Tabella 70).
Tabella 70
| Diametro fresa, mm | Larghezza taglierina, mm | Avanzare non più di mm/giro | Profondità di fresatura, non superiore a, mm | |||||
| 1,28 | ||||||||
| 0,80 | ||||||||
| 0,40 | ||||||||
| 0,32 | ||||||||
| 1,44 | ||||||||
| 0,90 | ||||||||
| 0,54 | ||||||||
| 0,52 | ||||||||
| 1,60 | ||||||||
| 1,00 | ||||||||
| 0,60 | ||||||||
| 0,40 |
La velocità di taglio e il numero di giri durante la fresatura di piani con una fresa (P9 con raffreddamento) è il seguente (Tabella 71).
Quando si fresano scanalature e sporgenze con frese a disco, l'avanzamento per giro della fresa viene preso dalla tabella 72, a seconda della profondità di taglio accettata, del diametro e del numero di denti della fresa e della larghezza della scanalatura.
Tabella 71
| Diametro fresa, mm | Avanzare non più di mm/giro | Profondità di taglio non superiore a mm | |||||
| 1,28 | 45,5 | 43,0 | |||||
| 0,80 | 49,6 | 47,2 | |||||
| 0,48 | 55,3 | 52,4 | |||||
| 0,32 | 60,0 | 56,6 | |||||
| 1,44 | 46,5 | 43,6 | |||||
| 0,90 | 50,6 | 48,2 | |||||
| 0,54 | 56,5 | 53,4 | |||||
| 0,36 | 61,0 | 59,0 | |||||
| 2,00 | 45,0 | 42,5 | 39,1 | ||||
| 1,60 | 47,0 | 44,6 | 41,0 | ||||
| 1,00 | 51,5 | 48,8 | 45,0 | ||||
| 0,60 | 57,2 | 54,4 | 49,8 | ||||
| 2,20 | 45,0 | 42,5 | 39,2 | ||||
| 1,76 | 47,0 | 44,6 | 41,0 | ||||
| 1,10 | 51,5 | 49,0 | 45,0 | ||||
| 0,66 | 57,2 | 54,5 | 49,8 | ||||
| 0,44 | 62,0 | 59,0 | 54,0 |
La tabella 73 mostra i valori degli avanzamenti durante la lavorazione di scanalature e sporgenze con frese, a seconda della profondità della scanalatura (battuta), del diametro e del numero di denti della fresa e del materiale da lavorare.
La velocità di taglio e il numero di giri durante la lavorazione di scanalature e listelli con frese a disco vengono selezionati secondo la tabella 74, a seconda della profondità di taglio accettata, dell'avanzamento e del diametro della fresa.
Tabella 72
| Diametro fresa, mm | Numero di denti | Larghezza della scanalatura | Profondità di taglio non superiore a mm | ||
| 6-12 | 1,28-0,80 | 0,96-0,48 | 0,80-0,48 | ||
| 10-20 | 1,44-0,90 | 1,08-0,54 | 0,90-0,54 | ||
| 1,44-0,96 | 1,20-0,72 | 0,96-0,60 | |||
| 10-20 | 1,60-1,00 | 1,20-0,60 | 1,00-0,60 | ||
| 1,44-0,96 | 1,20-0,72 | 0,96-0,60 | |||
| 12-24 | 2,20-1,10 | 1,76-0,88 | 1,32-0,66 | ||
| 1,68-1,12 | 1,40-0,70 | 1,12-0,56 |
Tabella 73
| Diametro fresa non superiore a mm | Numero di denti | |||||
| Acciaio | ||||||
| 0,02-0,02 | 0,02-0,01 | |||||
| 0,04-0,03 | 0,03-0,02 | 0,02-0,01 | ||||
| 0,06-0,05 | 0,05-0,04 | 0,04-0,03 | ||||
| 0,08-0,07 | 0,07-0,06 | 0,05-0,04 | ||||
| 0,08-0,06 | 0,07-0,04 | 0,04-0,03 | ||||
| 0,10-0,08 | 0,08-0,05 | 0,05-0,03 | ||||
| 0,11-0,08 | 0,08-0,06 | 0,06-0,04 | 0,04-0,03 | |||
| 0,14-0,10 | 0,10-0,07 | 0,06-0,04 | 0,05-0,03 | |||
| 0,12-0,09 | 0,09-0,06 | 0,07-0,05 | 0,05-0,04 | |||
| 0,14-0,10 | 0,10-0,07 | 0,08-0,06 | 0,06-0,04 | |||
| Ghise e leghe di rame | ||||||
| 0,03-0,02 | 0,02-0,01 | |||||
| 0,05-0,04 | 0,04-0,02 | 0,02-0,01 | ||||
| 0,08-0,06 | 0,07-0,05 | 0,05-0,03 | ||||
| 0,11-0,08 | 0,09-0,06 | 0,08-0,05 | ||||
| 0,14-0,09 | 0,12-0,09 | 0,08-0,06 | 0,05-0,04 | |||
| 0,16-0,10 | 0,14-0,10 | 0,11-0,07 | 0,07-0,05 | |||
| 0,14-0,10 | 0,10-0,08 | 0,07-0,05 | 0,06-0,04 | |||
| 0,18-0,13 | 0,14-0,10 | 0,10-0,08 | 0,07-0,06 | |||
| 0,15-0,12 | 0,12-0,09 | 0,10-0,08 | 0,07-0,05 | |||
| 0,18-0,15 | 0,14-0,10 | 0,12-0,09 | 0,08-0,07 |
Tabella 74
| Diametro fresa, mm | Avanzare non più di mm/giro | Profondità della scanalatura (sporgenza), non superiore a, mm | |||||||
| 1,28 | |||||||||
| 0,80 | |||||||||
| 0,42 | |||||||||
| 0,32 | |||||||||
| 1,44 | |||||||||
| 0,90 | |||||||||
| 0,54 | |||||||||
| 0,35 | |||||||||
| 1,60 | |||||||||
| 1,00 | |||||||||
| 0,60 | |||||||||
| 0,40 | |||||||||
| 1,76 | |||||||||
| 1,10 | |||||||||
| 0,66 | |||||||||
| 0,44 |
La Tabella 75 mostra la velocità di taglio e il numero di giri per scanalature e spallamenti con frese. La velocità di taglio e il numero di giri vengono determinati in base alla profondità di taglio accettata, al diametro e al numero di denti della fresa e all'avanzamento accettato.
I valori della velocità di taglio e della velocità selezionati dalle tabelle 74 e 75 devono essere ricalcolati per la correzione
Tabella 75
| diametro della fresa | Alimentare non più di mm/circa | Profondità della scanalatura (sporgenza), non superiore a, mm | |||||||||
| 0,03 | |||||||||||
| 0,04 | |||||||||||
| 0,05 | |||||||||||
| 0,10 | |||||||||||
| 0,04 | |||||||||||
| 0,05 | |||||||||||
| 0,10 | |||||||||||
| 0,15 | |||||||||||
| 0,03 | |||||||||||
| 0,06 | |||||||||||
| 0,12 | |||||||||||
| 0,18 | |||||||||||
| 0,20 | |||||||||||
| 0,06 | |||||||||||
| 0,09 | |||||||||||
| 0,12 | |||||||||||
| 0,18 | |||||||||||
| 0,24 | |||||||||||
| 0,30 | |||||||||||
| 0,06 | |||||||||||
| 0,09 | |||||||||||
| 0,12 | |||||||||||
| 0,18 | |||||||||||
| 0,24 | |||||||||||
| 0,36 | |||||||||||
| 0,40 | |||||||||||
| 0,60 | |||||||||||
| 0,12 | |||||||||||
| 0,16 | |||||||||||
| 0,24 | |||||||||||
| 0,36 | |||||||||||
| 0,48 | |||||||||||
| 0,72 |
coefficienti esatti, se le condizioni di lavorazione differiscono da quelle tabellari.
Avanzare durante la lavorazione di scanalature e sporgenze con frese a disco, mm / giro, come segue (Tabella 72).
Gli avanzamenti durante la lavorazione di gole e listelli con frese, mm/giro, sono riportati nella tabella 73.
La velocità di taglio ed il numero di giri nella fresatura di cave e spallamenti con frese a disco (fresa P9 con raffreddamento) sono rilevabili dalla tabella 74.
Velocità di taglio e velocità nella fresatura di gole e spallamenti con frese (fresa P9 con raffreddamento).
Tabella 76
| Diametro fresa, mm | Zubiev | Larghezza taglierina, mm | Profondità di taglio con frese troncatrici, non superiore a, mm | ||||
| Acciaio | |||||||
| 0,54-0,72 | 0,36-0,72 | ||||||
| 0,45-0,75 | 0,30-0,60 | ||||||
| 0,54-0,72 | 0,36-0,72 | ||||||
| 0,54-0,90 | 0,36-0,72 | 0,36-0,72 | |||||
| 0,60-0,90 | 0,45-0,75 | 0,36-0,72 | |||||
| 1,5 | 1,00-1,25 | 0,75-1,00 | 0,50-1,00 | 0,50-1,00 | 0,50-0,75 | ||
| 1,25-1,50 | 1,00-1,25 | 1,00-1,25 | 0,75-1,25 | 0,75-1,00 | |||
| 0,80-1,25 | 0,80-1,20 | 0,80-1,00 | 0,60-0,80 | 0,40-0,60 | |||
| 150-200 | 1,20-1,50 | 0,90-1,20 | 0,60-0,90 | ||||
| 1,00-1,50 | 0,75-1,25 | 0,75-1,00 | |||||
| Ghisa | |||||||
| 0,72-1,00 | 0,60-1,20 | ||||||
| 0,60-0,90 | 0,45-0,75 | ||||||
| 0,72-1,10 | 0,60-1,20 | ||||||
| 0,72-1,10 | 0,54-0,90 | 0,54-0,90 | |||||
| 0,90-1,20 | 0,45-0,90 | 0,45-0,75 | |||||
| 1,5 | 1,00-1,50 | 0,5-1,25 | 0,75-1,25 | 0,75-1,00 | 0,75-1,00 | ||
| 1,50-2,00 | 1,50-1,85 | 1,25-1,50 | 0,75-1,25 | 0,75-1,00 | |||
| 1,20-1,60 | 1,20-1,60 | 1,00-1,40 | 0,80-1,20 | 0,80-1,00 | |||
| 150-200 | 1,50-1,80 | 0,90-1,50 | 0,90-1,20 | ||||
| 1,00-1,50 | 1,25-1,50 | 0,75-1,25 |
A categoria:
Lavori di fresatura
Fresatura di sedi per chiavetta su alberi
Le connessioni con chiavetta sono molto comuni nell'ingegneria meccanica. Possono essere con sezioni prismatiche, segmentali, a cuneo e altre sezioni chiave. Sui disegni esecutivi dell'albero devono essere indicate le dimensioni per l'albero con chiavetta e per l'albero con chiavetta asolata.
Le sedi per chiavetta si dividono in passanti, aperte (con uscita) e chiuse. La fresatura della sede della chiavetta è un'operazione molto responsabile. La natura dell'accoppiamento sulla chiavetta delle parti accoppiate con l'albero dipende dalla precisione della sede della chiavetta. Le sedi per chiavetta fresate sono soggette a severi requisiti tecnici. La larghezza della cava per linguetta deve essere realizzata secondo la 2° o 3° classe di precisione: in profondità la cava per linguetta deve essere realizzata secondo la 5° classe di precisione; la lunghezza della scanalatura per la chiave - secondo l'ottava classe di precisione. Il mancato rispetto di questi requisiti durante la fresatura delle sedi per chiavetta comporta un laborioso lavoro di montaggio durante l'assemblaggio, segando chiavi o altre parti accoppiate.
Oltre ai requisiti di cui sopra, in termini di precisione, la sede per chiavetta è richiesta anche in termini di precisione della sua posizione e rugosità superficiale. Le facce laterali della cava per chiavetta devono essere disposte simmetricamente rispetto al piano passante per l'asse dell'albero; la rugosità superficiale delle pareti laterali dovrebbe rientrare nella 5a classe di rugosità e talvolta anche superiore.
Confrontando le tolleranze delle frese con le tolleranze per le dimensioni della sede della chiavetta, ci si può convincere della difficoltà di realizzare una scanalatura con la precisione richiesta su macchine che lavorano con uno strumento di misura. Prendiamo ad esempio una scanalatura con una larghezza di 12ПШ
La pratica dimostra che per la lavorazione di una sede per chiavetta è necessario selezionare con attenzione una scanalatura che si adatti al campo di tolleranza del PSh. frese ed effettuare passaggi di prova. Nella produzione in serie e di massa, quando possibile, le connessioni con chiavetta vengono sostituite con quelle scanalate.
Le frese a disco per scanalature (ST SEV 573-77) sono destinate alla fresatura di scanalature poco profonde. Hanno denti solo sulla parte cilindrica.
Anche le frese per scanalature supportate secondo GOST 8543-71 sono destinate alla lavorazione delle scanalature. Sono affilati solo sulla superficie anteriore. Il vantaggio di queste frese è che non perdono dimensione in larghezza dopo la riaffilatura. Sono disponibili nei diametri da 50 a 100 mm, da 4 a 16 mm.
Le frese per chiavette secondo GOST 9140-78 vengono utilizzate per la fresatura di sedi per chiavetta e sono realizzate con un gambo cilindrico e conico. Le frese per chiavi hanno due denti taglienti con tagli finali.
taglienti che svolgono il lavoro principale di taglio. I taglienti della fresa non sono diretti verso l'esterno, come un trapano, ma nel corpo dell'utensile. Tali frese possono lavorare con avanzamento assiale (come un trapano) e con avanzamento longitudinale. La riaffilatura delle frese viene effettuata lungo i denti frontali, per cui il diametro della fresa rimane praticamente invariato. Questo è molto importante per la scanalatura.
Le frese con gambo cilindrico sono realizzate per diametri da 2 a 20 mm, con gambo conico - da 16 a 40 mm. Attualmente le fabbriche di utensili producono frese per chiavetta in metallo duro integrale con un diametro di 3, 4, 6, 8 e 10 mm con un angolo dell'elica di 20° in lega VK8. Queste frese vengono utilizzate principalmente nella lavorazione di acciai temprati e materiali difficili da tagliare. L'utilizzo di queste frese consente di aumentare la produttività della manodopera di 2-3 volte e aumentare la classe di rugosità della superficie lavorata.
Le frese per scanalature per chiavi a coda segmentate secondo GOST 6648-68 * sono destinate alla fresatura di tutte le scanalature per chiavi segmentate con un diametro di 4-5 mm.
Le frese per scanalature per tasselli segmentati, montate secondo GOST 6648-68*, sono destinate alla fresatura di tutte le scanalature per tasselli segmentati con un diametro di 55-80 mm.
Fissaggio di pezzi. Gli sbozzi dell'albero per la fresatura delle sedi per chiavetta e dei piani in essi contenuti sono comodamente fissati nei prismi. Per pezzi corti è sufficiente un prisma. Con una lunghezza dell'albero maggiore, il pezzo viene montato su due prismi. Il corretto posizionamento del prisma sulla tavola della macchina è assicurato dalla punta alla base del prisma, che è inclusa nella scanalatura della tavola, come mostrato nella figura a destra. Gli alberi sono fissati con morsetti. Per evitare la flessione dell'albero durante il fissaggio, è necessario assicurarsi che i morsetti appoggino sull'albero sopra i prismi. Un sottile distanziale in rame o ottone deve essere posizionato sotto i morsetti in modo da non danneggiare la superficie cilindrica finita dell'albero. Nella fig. 4 mostra una morsa per fissare gli alberi. La morsa sulla tavola può essere fissata nella posizione mostrata in figura oppure ruotata di 90°. Pertanto sono adatti per il bloccaggio di alberi su fresatrici sia orizzontali che verticali. L'albero è montato con una superficie cilindrica su un prisma e, quando si ruota il volantino, viene bloccato da ganasce che ruotano attorno alle dita. Il prisma può essere installato in una morsa con l'altro lato dell'albero di diametro maggiore. L'arresto serve per fissare l'albero lungo la lunghezza.

Riso. 1. Albero con sedi per chiavetta

Riso. 2. La disposizione dei campi di tolleranza della chiavetta e della fresa

Riso. 3. Fissaggio dell'albero sugli oism

Riso. 4. Morsa per il fissaggio degli alberi
Nella fig. 5 mostra un prisma magnetico con un magnete permanente. Il corpo del prisma è composto da due parti tra le quali è posizionato un magnete in ossido di bario. Per fissare il rullo è sufficiente ruotare la maniglia dell'interruttore di 90°. Per fresare sui rulli sedi per chiavetta, parti piatte, ecc., la forza di serraggio è più che sufficiente. Contemporaneamente al fissaggio del pezzo, il prisma viene attratto dalla superficie di appoggio della tavola della macchina.
Fresatura attraverso sedi per chiavetta. Le sedi per chiavetta vengono fresate dopo aver finito la superficie cilindrica. Le scanalature passanti e aperte con uscita della scanalatura lungo un cerchio, il cui raggio è uguale al raggio della fresa, vengono lavorate con frese a disco. L'eccesso della larghezza della scanalatura rispetto alla larghezza della fresa è pari o superiore a 0,1 mm. Dopo l'affilatura delle frese per scanalature del disco, la larghezza della fresa diminuisce leggermente, quindi l'uso delle frese è possibile solo fino a determinati limiti, dopodiché vengono utilizzate per altri lavori quando la dimensione in larghezza non è così importante.
Nella fig. 6 mostra l'installazione del pezzo e della fresa durante la fresatura di una sede per chiavetta. Quando si installa la fresa sul mandrino, è necessario assicurarsi che la fresa abbia una distorsione minima lungo la faccia frontale. Il pezzo viene fissato in una morsa con rivestimento in rame o ottone sulle ganasce.
Con una morsa installata correttamente, non è possibile verificare la precisione dell'installazione dell'albero fissato in essa. La fresa deve essere installata in modo che sia posizionata simmetricamente rispetto al piano diametrale che passa attraverso l'asse dell'albero. Per soddisfare questa condizione, utilizzare il seguente metodo. Dopo aver fissato la fresa e controllato la sua eccentricità con un indicatore, la fresa viene preliminarmente installata nel piano diametrale dell'albero. L'installazione precisa viene eseguita con una squadra e una pinza.
Per installare la fresa, è necessario posizionarla nella direzione trasversale alla dimensione S dal lato di una delle estremità dell'albero che sporge sopra la morsa. Controllare questa dimensione con un calibro. Quindi posizionare il quadrato sull'altro lato dell'albero, come mostrato in fig. 7 linea tratteggiata e controlla nuovamente la taglia S.

Riso. 5. Prisma magnetico per il fissaggio degli alberi
contemporaneamente sollevare lentamente il tavolo fino a toccare la taglierina e spostarlo in direzione longitudinale. Dopo aver impostato il momento di contatto tra la fresa e l'albero, allontanare la tavola da sotto la fresa. Spegnere la macchina e ruotare la maniglia di avanzamento verticale per sollevare il tavolo fino alla profondità della sede per chiavetta.
Fresatura di sedi per chiavetta chiuse. La fresatura di sedi per chiavetta chiuse può essere eseguita su fresatrici orizzontali. Per il fissaggio dell'albero vengono utilizzate apposite morse autocentranti o prismi. Poiché l'installazione per la fresatura secondo la fig. 9, ma differisce dall'installazione secondo Fig. 9, b solo dalla posizione del mandrino, analizzeremo solo la procedura per fresare la sede della chiavetta su una fresatrice orizzontale.

Riso. 9. Fresatura di sedi per chiavetta chiuse
Un altro modo per installare ("occhio di bue") la sede per chiavetta o la fresa nel piano diametrale della fresa è il seguente. L'albero viene impostato il più accuratamente possibile (a occhio) rispetto alla fresa e la fresa rotante viene portata lentamente in contatto con l'albero da lavorare finché sulla superficie dell'albero non appare un segno di fresa appena percettibile. Se questa traccia è ottenuta sotto forma di un cerchio completo, ciò significa che la fresa si trova nel piano diametrale dell'albero. Se la traccia ha la forma di un cerchio incompleto, è necessario spostare il tavolo.
Impostazione della profondità della scanalatura. L'albero in lavorazione, il cui piano diametrale coincide con l'asse della fresa, viene avvicinato fino al contatto con la fresa. In questa posizione della tavola si nota l'indicazione del ramo della vite di avanzamento trasversale o verticale, quindi la tavola viene spostata o sollevata alla profondità di taglio B.
Le sedi per chiavetta chiuse che consentono il montaggio vengono fresate in due modi:
a) tuffando manualmente ad una certa profondità e avanzamento meccanico longitudinale, poi ancora tuffando alla stessa profondità e avanzamento longitudinale, ma nella direzione opposta;
b) taglio manuale fino all'intera profondità della scanalatura e ulteriore avanzamento longitudinale meccanico. Questo metodo viene utilizzato durante la fresatura con frese per chiavetta con un diametro superiore a 12-14 mm.

Riso. 10. Schema di installazione della fresa in diametro! piano dell'albero
La larghezza della sede della chiavetta deve essere controllata con un calibro secondo la tolleranza indicata sul disegno.
La fresatura di sedi per chiavetta aperte con uscita scanalata lungo un cerchio, il cui raggio è uguale al raggio della fresa, viene eseguita da frese a disco. Le scanalature in cui non è consentita l'uscita della scanalatura lungo il raggio del cerchio vengono fresate con frese frontali o per chiave.
La fresatura delle scanalature delle chiavi segmentate viene eseguita con frese a coda o a conchiglia per chiavi segmentate, il cui diametro deve essere uguale al doppio raggio della scanalatura. L'avanzamento viene effettuato in direzione verticale perpendicolare all'asse dell'albero (Fig. 11).
Fresatura di alberi su fresatrici a chiavetta. Per ottenere l'esatta larghezza delle scanalature, la lavorazione viene eseguita su apposite fresatrici per chiavetta con avanzamento pendolare, lavorando con frese per chiavetta a due denti. Con questo metodo la fresa taglia 0,2-0,4 mm e fresa la scanalatura su tutta la lunghezza, poi taglia nuovamente alla stessa profondità del caso precedente e fresa nuovamente la scanalatura su tutta la lunghezza, ma nella direzione opposta. Da qui il nome del metodo: "alimentazione a pendolo".

Riso. 11. Fresatura di sedi per chiavi segmentate

Riso. 12. Schema di fresatura delle sedi per chiavetta utilizzando il metodo "avanzamento a pendolo".

Riso. 13. Controllare la dimensione della scanalatura con i calibri
Al termine della fresatura, il mandrino ritorna automaticamente nella posizione originale e l'avanzamento longitudinale della testa di fresatura viene disattivato. Questo metodo è il più razionale nella produzione di alberi chiavetta nella produzione in serie e in serie, poiché fornisce una scanalatura precisa che garantisce l'intercambiabilità nella connessione della chiavetta. Inoltre, poiché la taglierina lavora con taglienti terminali, è più durevole, poiché non si usura attorno alla periferia. Lo svantaggio di questo metodo è che richiede molto più tempo rispetto alla fresatura in una o due passate.
La fresatura di scanalature su fresatrici automatizzate per chiavette con un utensile non dimensionale viene eseguita con un movimento oscillante (oscillatorio) dell'utensile. Regolando il campo di oscillazione da zero al valore richiesto, è possibile fresare sedi per chiavetta con la precisione richiesta in larghezza.
Nella fresatura oscillante, la larghezza della fresa è inferiore alla larghezza della fessura da lavorare. Pertanto, la macchina MA-57 è destinata alla fresatura di sedi per chiavetta aperte sugli alberi di motori elettrici con frese a disco trilaterali nella produzione automatizzata. La macchina 6D92 è progettata per la fresatura di sedi per chiavetta chiuse con frese a candela casuali. La larghezza della fessura richiesta si ottiene imprimendo alla fresa un movimento oscillante in una direzione perpendicolare all'avanzamento longitudinale. La macchina può essere integrata in una linea automatica.
Controllo delle dimensioni di scanalature e scanalature. Il controllo delle dimensioni di scanalature e scanalature può essere effettuato sia con strumenti di misura di linea (calibro, calibro-profondità-numero) che con calibri. La misurazione e la lettura delle dimensioni delle scanalature mediante strumenti universali non differiscono dalle misurazioni di altre dimensioni lineari (lunghezza, larghezza, spessore, diametro). La larghezza della scanalatura può essere controllata con calibri rotondi e di arresto della lamiera. Nella fig. 13, a riporta il controllo della larghezza della scanalatura, data la dimensione di 20 + cm mm. In questo caso, il lato passante del misuratore ha una dimensione di 20,0 mm e il lato non passante è 20,1 mm.
La simmetria della posizione della sede della chiavetta rispetto all'asse dell'albero è controllata da dime e dispositivi speciali.
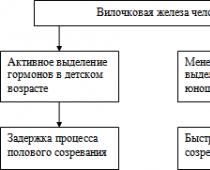
Nella fig. 8 mostra tre opzioni per la fresatura di listelli su una barra.
Nella fig. 8, e ogni battuta viene fresata con una fresa a disco a tre lati. Questo metodo viene solitamente utilizzato quando si elabora un numero limitato di pezzi.
Nella fig. 8, b, entrambe le sporgenze vengono fresate contemporaneamente con un set di due frese a doppio disco dello stesso diametro. Per ottenere una determinata dimensione tra i listelli, sul mandrino tra le frese viene posizionato un apposito set di anelli. Questo metodo è più produttivo e viene utilizzato durante la lavorazione di un lotto di pezzi identici.
Figura 8 – Fresatura di spallamenti
Nella fig. 8, entrambi i listelli vengono lavorati in sequenza con una taglierina a disco bilaterale su un dispositivo a due posizioni. Dopo aver fresato la prima spalla (prima posizione), l'attrezzatura viene ruotata e posizionata nella seconda posizione per fresare la seconda spalla. Questo metodo di lavorazione richiede un dispositivo speciale e viene utilizzato nella produzione di un lotto di parti identiche. Rispetto al primo metodo (Fig. 8), garantisce maggiore precisione e riduce i tempi di risistemazione del pezzo per la fresatura della seconda spalla, ma è meno produttivo del secondo metodo (Fig. 8).
A seconda del numero di pezzi messi in lavorazione contemporaneamente (dimensione del lotto), ciascuna delle tre opzioni per la fresatura di spallamenti sopra descritte può rivelarsi la più razionale. La sequenza di elaborazione secondo la seconda variante sarà data solo in forma generale.
Poiché nel nostro caso la larghezza della sporgenza è di 89 mm e la larghezza della fresa è di 18 mm, spostare il tavolo nella direzione trasversale di una distanza pari alla larghezza della sporgenza più la larghezza della fresa, ovvero di 89 + 18 = 107 mm, sarebbero necessari oltre 17 giri della manopola di avanzamento incrociato (con passo della vite di avanzamento incrociato t = 6 mm). Pertanto, in questi casi, è possibile ottenere la dimensione esatta della sporgenza fresando in due transizioni: preliminare e finale. La fresatura preliminare può essere eseguita secondo la marcatura, lasciando un margine per la lunghezza della sporgenza per la fresatura finale entro 1-2 mm. Dopo la fresatura preliminare, misurare la lunghezza della sporgenza e, in base alla dimensione ottenuta, determinare il numero di divisioni di cui ruotare la manopola di avanzamento trasversale senza violare l'impostazione dell'altezza ed eseguire la fresatura finale della seconda sporgenza. È preferibile la seconda opzione per la lavorazione dei listelli nella produzione singola e su piccola scala. Regolazione della macchina per fresatura tramite scanalature rettangolari con frese a disco. Quando si fresano spallamenti, la precisione della larghezza dello spallamento non dipende dalla larghezza della fresa. Deve essere soddisfatta una sola condizione: la larghezza della fresa deve essere maggiore della larghezza del listello (se possibile, non più di 3-5 mm). Quando si fresano scanalature rettangolari, la larghezza della fresa a disco deve essere uguale alla larghezza della scanalatura fresata se l'eccentricità dei denti frontali della fresa è zero. Se c'è un'eccentricità dei denti della fresa, la dimensione della scanalatura fresata da tale fresa sarà corrispondentemente maggiore della larghezza della fresa. Questo dovrebbe essere tenuto presente, soprattutto quando si lavorano scanalature con larghezze esatte. L'installazione sulla profondità di taglio può essere effettuata mediante marcatura. Per distinguere chiaramente le linee di marcatura, il pezzo viene preliminarmente verniciato con una soluzione di gesso e sulla linea tracciata con un tracciatore spessimetro vengono applicati degli incavi (nuclei). L'impostazione della profondità di taglio lungo la linea di marcatura viene effettuata mediante passaggi di prova. Allo stesso tempo, assicurarsi che la taglierina tagli il margine solo della metà degli incavi dal punzone centrale. Quando si imposta la macchina per la scanalatura, è molto importante posizionare correttamente la fresa rispetto al pezzo da lavorare. Nel caso in cui il pezzo sia installato in un dispositivo speciale, la sua posizione rispetto alla taglierina è determinata dal dispositivo stesso.

Figura 9 - Fresatura di scanalature
Nel caso in cui la lavorazione venga eseguita senza un dispositivo speciale, il compito diventa più complicato e la sua soluzione dipende, prima di tutto, dalle dimensioni che devono essere mantenute durante la lavorazione della scanalatura. Spieghiamolo con un esempio. Supponiamo che sia necessario fresare una scanalatura rettangolare di larghezza b con dimensioni a e h che ne determinano la posizione sul pezzo. Nella fig. 9, la dimensione h è misurata dal piano superiore del pezzo, e in fig. 10, la quota h viene impostata a partire dal piano di appoggio inferiore del pezzo.

Figura 10 – Metodo di fresatura
L'ordine di installazione della fresa a disco nel primo caso (vedi Fig. 9) è il seguente. Avvicinare la fresa rotante alla superficie laterale del pezzo da lavorare fino a farla toccare sotto forma di traccia (posizione I). Quindi abbassare il tavolo in modo che la taglierina sia sopra la superficie superiore del pezzo da lavorare e spostarla con la maniglia di avanzamento trasversale fino alla dimensione a. Quindi sollevare il tavolo ad un'altezza in cui la taglierina lascerà un leggero segno sulla superficie superiore del pezzo. Successivamente, è necessario spostare la tavola in direzione longitudinale, spostare la fresa oltre le dimensioni del pezzo da lavorare e, sollevando la tavola di dimensione h, attivare l'avanzamento longitudinale e fresare la scanalatura (posizione II). ). Sollevare il tavolo finché la taglierina non tocca la superficie del tavolo se il pezzo è posizionato direttamente sul tavolo, o finché non tocca il supporto se il pezzo è posizionato in un dispositivo (posizione I). Quindi abbassare il tavolo alla misura h (posizione II). Successivamente, attivare la rotazione della taglierina e spostare la tavola finché la taglierina non entra in contatto con il pezzo in lavorazione e si forma una traccia debole dalla taglierina (posizione III). Spostare ora la tavola in direzione longitudinale, spostare la fresa oltre le dimensioni del pezzo in lavorazione e spostare la tavola con la maniglia di avanzamento trasversale sulla dimensione a (posizione IV). Attivare l'avanzamento longitudinale e fresare la fessura.
Se invece della dimensione a in entrambi i casi fosse indicata la dimensione c, allora il movimento della tavola nella direzione trasversale dovrebbe essere effettuato dal valore c + B, dove B è la larghezza della fresa. L'esatta installazione delle frese ad una determinata profondità viene effettuata utilizzando impostazioni o dimensioni speciali fornite nell'attrezzatura. Nella fig. 83 mostra gli schemi per l'installazione delle frese su una dimensione utilizzando le impostazioni. La dimensione 1 è una piastra o un quadrato in acciaio temprato, fissato sul corpo dell'apparecchio. Tra la montatura e il tagliente del dente della fresa viene posta una sonda di misurazione 2 con uno spessore di 3-5 mm, per evitare il contatto tra il dente della taglierina 3 e la superficie temprata della montatura.
Se la lavorazione della stessa superficie viene eseguita in due transizioni (sgrossatura e finitura), vengono utilizzate sonde di diverso spessore per installare la fresa della stessa dimensione.
Pagina 25 di 31
Capitolo VIII
FRESATURA DI SPALLAMENTI, SCANALATURE RETTANGOLARI E SCANALATURE. LAVORI DI TAGLIO
§ 28. FRESE E SCANALATURE
Nell'ingegneria meccanica, ci sono spesso parti piatte che hanno sporgenze su uno, due, tre o anche quattro lati. Ad esempio, in fig. 122, e mostra un prisma per l'installazione di parti cilindriche durante la fresatura, che ha due sporgenze. Viene chiamata una sporgenza chiusa su entrambi i lati scanalatura. Le scanalature possono essere rettangolare E a forma di. Nella fig. 122, b mostra una parte con una scanalatura rettangolare, e in fig. 122, in - una forcella con scanalatura sagomata.Frese per spallamenti e scanalature
La fresatura dei listelli e delle scanalature rettangolari viene eseguita sia con frese a disco su fresatrici orizzontali, sia con frese a candela su fresatrici verticali. Si chiamano frese cilindriche strette disco. Le frese a disco possono essere realizzate con denti appuntiti e posteriori (Fig. 123, aeb). Vengono chiamate frese a disco, con denti sulla superficie cilindrica e su un'estremità bilaterale(Fig. 123, c), e vengono chiamate frese a disco che hanno anche denti su entrambe le superfici terminali tripartito(Fig. 123, d). Le frese a disco bilaterali e trilaterali sono realizzate con denti appuntiti. Per aumentare la produttività, le frese a disco trilaterali sono realizzate con taglienti di grandi dimensioni denti multidirezionali. Nella fig. 123, e mostra una tale fresa, in cui i denti, alternativamente multidirezionali, formano taglienti terminali attraverso il dente. Questa forma dei denti, come la dentatura stradata delle seghe circolari e longitudinali su legno, permette di rimuovere più trucioli e di asportarli meglio. Le frese sono realizzate in due tipologie: con cilindrico(Fig. 124, aeb) e c conico(Fig. 124, c e d) gambo. Ciascuno di questi tipi è realizzato in due versioni: con un dente normale (Fig. 124, aec) e con un dente grande (Fig. 124, b e d). La parte tagliente delle frese è realizzata in acciaio rapido e saldata al gambo in acciaio al carbonio.
Vengono chiamate frese a disco, con denti sulla superficie cilindrica e su un'estremità bilaterale(Fig. 123, c), e vengono chiamate frese a disco che hanno anche denti su entrambe le superfici terminali tripartito(Fig. 123, d). Le frese a disco bilaterali e trilaterali sono realizzate con denti appuntiti. Per aumentare la produttività, le frese a disco trilaterali sono realizzate con taglienti di grandi dimensioni denti multidirezionali. Nella fig. 123, e mostra una tale fresa, in cui i denti, alternativamente multidirezionali, formano taglienti terminali attraverso il dente. Questa forma dei denti, come la dentatura stradata delle seghe circolari e longitudinali su legno, permette di rimuovere più trucioli e di asportarli meglio. Le frese sono realizzate in due tipologie: con cilindrico(Fig. 124, aeb) e c conico(Fig. 124, c e d) gambo. Ciascuno di questi tipi è realizzato in due versioni: con un dente normale (Fig. 124, aec) e con un dente grande (Fig. 124, b e d). La parte tagliente delle frese è realizzata in acciaio rapido e saldata al gambo in acciaio al carbonio.  le frese con dente grande vengono utilizzate per lavori con avanzamenti elevati a grandi profondità di fresatura; frese con dente normale - per lavori ordinari. La direzione delle scanalature elicoidali deve essere scelta secondo la tabella. 4. Le frese con gambo cilindrico sono prodotte con un diametro compreso tra 3 e 20 mm, con gambo conico - diametro da 16 a 50 mm. Nel 1957, su suggerimento degli innovatori dello stabilimento di Leningrado Kirov E. F. Savich, I. D. Leonov e V. Ya. Karasev, fu emesso uno standard statale per le frese (GOST 8237-57). Rispetto alle frese prodotte in precedenza, le nuove frese hanno un numero di denti ridotto, un angolo di inclinazione della scanalatura elicoidale maggiore fino a 30 - 45°, un'altezza del dente maggiore e un passo dei denti circonferenziale irregolare. La parte posteriore dei denti è resa curvilinea secondo la fig. 36, c. Le frese di nuova concezione offrono maggiore produttività, buona finitura superficiale ed eliminano le vibrazioni durante la rimozione di trucioli di grandi dimensioni.
le frese con dente grande vengono utilizzate per lavori con avanzamenti elevati a grandi profondità di fresatura; frese con dente normale - per lavori ordinari. La direzione delle scanalature elicoidali deve essere scelta secondo la tabella. 4. Le frese con gambo cilindrico sono prodotte con un diametro compreso tra 3 e 20 mm, con gambo conico - diametro da 16 a 50 mm. Nel 1957, su suggerimento degli innovatori dello stabilimento di Leningrado Kirov E. F. Savich, I. D. Leonov e V. Ya. Karasev, fu emesso uno standard statale per le frese (GOST 8237-57). Rispetto alle frese prodotte in precedenza, le nuove frese hanno un numero di denti ridotto, un angolo di inclinazione della scanalatura elicoidale maggiore fino a 30 - 45°, un'altezza del dente maggiore e un passo dei denti circonferenziale irregolare. La parte posteriore dei denti è resa curvilinea secondo la fig. 36, c. Le frese di nuova concezione offrono maggiore produttività, buona finitura superficiale ed eliminano le vibrazioni durante la rimozione di trucioli di grandi dimensioni. Fresatura di spallamenti con fresa a disco
Consideriamo un esempio di fresatura su una fresatrice orizzontale di due sporgenze in una barra (Fig. 125, a destra) per ottenere una chiave a gradini. Selezione della taglierina. La fresatura dei listelli su una fresatrice orizzontale viene solitamente eseguita con una fresa a disco a due lati, ma in questo caso è necessario lavorare con una fresa a tre lati, poiché è necessario lavorare un listello su ciascun lato del barra a turno. Sceglieremo una fresa a tre lati con denti fini multidirezionali del diametro di 80 per la fresatura della battuta. mm, larghezza 10 mm, con diametro del foro per il mandrino 27 mm, con il numero di denti 18. La taglierina a disco a tre lati è selezionata secondo GOST 9474-60. Se in dispensa ci sono taglierini che differiscono per diametro da quelli considerati in questo esempio, è opportuno scegliere un taglierino di diametro adatto, ad esempio 75 mm con il numero appropriato di denti. La lavorazione verrà eseguita su fresatrice orizzontale con fissaggio del pezzo in una morsa da macchina. Preparazione al lavoro. Installiamo, allineiamo e fissiamo la morsa sul tavolo della macchina secondo il metodo a noi noto, dopodiché installiamo il pezzo nella morsa all'altezza richiesta (Fig. 126). Controlliamo la correttezza della posizione (orizzontale) con uno spessimetro in base ai rischi di marcatura, dopodiché fissiamo saldamente la morsa. Applicare cuscinetti in metallo morbido (ottone, rame, alluminio) sulle ganasce della morsa per non rovinare i bordi lavorati della barra. >Il fissaggio di una fresa a disco su un mandrino si effettua allo stesso modo di una fresa cilindrica, mantenendo puliti mandrino, fresa e anelli. . In base alla modalità di taglio specificata, impostiamo la macchina. Dato: diametro della fresa D = 80 mm, larghezza di fresatura IN = 5 mm, profondità di taglio T = 12 mm, finitura superficiale 5, dente di avanzamento = 0,05 mm/dente, velocità di taglio υ = 25 m/min. Secondo il diagramma dei raggi (vedi Fig. 54) velocità di taglio υ = 25 m/min E D = 80 mm corrisponde a n6 = 100 giri/min. In questo caso l'avanzamento minuto sarà: Impostare il quadrante del cambio su 100 giri/minuto e il quadrante del cambio su 80 mm/min. Pertanto la fresatura del listello verrà effettuata con fresa a disco trilaterale 80X110X27 mm con denti multidirezionali (materiale tagliente - acciaio rapido P18) con una profondità di taglio di 12 mm, larghezza di fresatura 5 mm, avanzamento longitudinale 80 mm/min, o 0,05 mm/dente e velocità di taglio 25 m/min; applicare il raffreddamento - emulsione. Fresatura di spallamenti. La fresatura di ciascuna sporgenza consiste nei seguenti passaggi fondamentali: 1. Attivare la rotazione del mandrino con il pulsante. 2. Ruotando le maniglie degli avanzamenti longitudinale, trasversale e verticale, portare il pezzo sotto la taglierina finché non tocca leggermente la superficie laterale. Quindi ruotare la maniglia di avanzamento verticale per abbassare il tavolo e ruotare la maniglia di avanzamento trasversale per spostare il tavolo nella direzione della taglierina di 5 mm utilizzando la manopola di avanzamento incrociato. Sollevare il tavolo finché la taglierina non tocca leggermente il piano superiore del pezzo. Ruotando la maniglia di avanzamento longitudinale, rimuovere il pezzo da sotto la taglierina e sollevare il tavolo di 12 mm utilizzando il quadrante di avanzamento verticale. Disattiva la rotazione. Bloccare le guide verticali e trasversali. 3. Regolare le camme per la disattivazione meccanica dell'avanzamento longitudinale della tavola sulla lunghezza di fresatura. Attivare la rotazione, attivare il raffreddamento, alimentare manualmente il pezzo ruotando la maniglia di avanzamento longitudinale della tavola verso la taglierina rotante, attivare l'avanzamento longitudinale meccanico. Dopo aver elaborato la prima sporgenza (Fig. 127, a), spostare il tavolo di una distanza pari alla larghezza della sporgenza (17 mm), più la larghezza della taglierina (10 mm), ossia entro il 27 mm, e mulino d'altra parte, osservando tutti i metodi di lavoro sopra indicati (Fig. 127.6).
>Il fissaggio di una fresa a disco su un mandrino si effettua allo stesso modo di una fresa cilindrica, mantenendo puliti mandrino, fresa e anelli. . In base alla modalità di taglio specificata, impostiamo la macchina. Dato: diametro della fresa D = 80 mm, larghezza di fresatura IN = 5 mm, profondità di taglio T = 12 mm, finitura superficiale 5, dente di avanzamento = 0,05 mm/dente, velocità di taglio υ = 25 m/min. Secondo il diagramma dei raggi (vedi Fig. 54) velocità di taglio υ = 25 m/min E D = 80 mm corrisponde a n6 = 100 giri/min. In questo caso l'avanzamento minuto sarà: Impostare il quadrante del cambio su 100 giri/minuto e il quadrante del cambio su 80 mm/min. Pertanto la fresatura del listello verrà effettuata con fresa a disco trilaterale 80X110X27 mm con denti multidirezionali (materiale tagliente - acciaio rapido P18) con una profondità di taglio di 12 mm, larghezza di fresatura 5 mm, avanzamento longitudinale 80 mm/min, o 0,05 mm/dente e velocità di taglio 25 m/min; applicare il raffreddamento - emulsione. Fresatura di spallamenti. La fresatura di ciascuna sporgenza consiste nei seguenti passaggi fondamentali: 1. Attivare la rotazione del mandrino con il pulsante. 2. Ruotando le maniglie degli avanzamenti longitudinale, trasversale e verticale, portare il pezzo sotto la taglierina finché non tocca leggermente la superficie laterale. Quindi ruotare la maniglia di avanzamento verticale per abbassare il tavolo e ruotare la maniglia di avanzamento trasversale per spostare il tavolo nella direzione della taglierina di 5 mm utilizzando la manopola di avanzamento incrociato. Sollevare il tavolo finché la taglierina non tocca leggermente il piano superiore del pezzo. Ruotando la maniglia di avanzamento longitudinale, rimuovere il pezzo da sotto la taglierina e sollevare il tavolo di 12 mm utilizzando il quadrante di avanzamento verticale. Disattiva la rotazione. Bloccare le guide verticali e trasversali. 3. Regolare le camme per la disattivazione meccanica dell'avanzamento longitudinale della tavola sulla lunghezza di fresatura. Attivare la rotazione, attivare il raffreddamento, alimentare manualmente il pezzo ruotando la maniglia di avanzamento longitudinale della tavola verso la taglierina rotante, attivare l'avanzamento longitudinale meccanico. Dopo aver elaborato la prima sporgenza (Fig. 127, a), spostare il tavolo di una distanza pari alla larghezza della sporgenza (17 mm), più la larghezza della taglierina (10 mm), ossia entro il 27 mm, e mulino d'altra parte, osservando tutti i metodi di lavoro sopra indicati (Fig. 127.6).  4. Al termine della lavorazione del pezzo, senza rimuoverlo dalla morsa, misurare con un calibro a corsoio la profondità e la larghezza della sporgenza su ciascun lato secondo le dimensioni del disegno con una tolleranza di ± 0,2 mm. Se le dimensioni del pezzo corrispondono al disegno e la superficie di lavorazione risulta pulita, come richiesto dal segno 5 sul disegno, togliamo il pezzo dalla morsa e lo passiamo al maestro per la verifica.
4. Al termine della lavorazione del pezzo, senza rimuoverlo dalla morsa, misurare con un calibro a corsoio la profondità e la larghezza della sporgenza su ciascun lato secondo le dimensioni del disegno con una tolleranza di ± 0,2 mm. Se le dimensioni del pezzo corrispondono al disegno e la superficie di lavorazione risulta pulita, come richiesto dal segno 5 sul disegno, togliamo il pezzo dalla morsa e lo passiamo al maestro per la verifica. Fresatura di spallamenti con fresa a candela
La fresatura delle sporgenze può essere eseguita su una fresatrice verticale, utilizzando a tale scopo una fresa secondo GOST 8237-57 (vedi Fig. 124). Scegliamo per la lavorazione una fresatrice verticale 6M12P. Consideriamo un esempio di fresatura di due sporgenze in una barra con una fresa (Fig. 125) per ottenere una chiave a gradini. Selezione della taglierina. Scegli una fresa con un diametro di 16 mm con gambo cilindrico e con dentatura normale. Questa taglierina ha cinque denti. Affinché i trucioli possano essere trasportati verso l'alto durante la lavorazione, la direzione delle scanalature elicoidali deve essere destrorsa con la rotazione destrorsa del mandrino. Preparazione al lavoro. Il pezzo viene fissato in una morsa nello stesso modo descritto durante la lavorazione con una fresa a disco. Fissiamo la fresa nel mandrino (vedi Fig. 48), dopo aver pulito accuratamente il gambo della fresa, il manicotto espandibile e il dado del mandrino. Impostazione della modalità di taglio. Nelle stesse condizioni di lavorazione dell'esempio precedente (larghezza di fresatura, profondità di taglio e finitura), l'avanzamento per dente della fresa è impostato su 0,03 mm, poiché qui le condizioni di taglio sono più difficili. La velocità di taglio υ è impostata su 25 m/min. In queste condizioni, il numero di giri del mandrino secondo la formula (2a): e l'avanzamento minuto secondo la formula (4): impostare il quadrante del cambio su 500 giri/min e il bordo della mangiatoia a 80 mm/min. Pertanto, la fresatura a spallamento con una fresa a candela verrà eseguita alla stessa velocità di taglio e avanzamento minuto della fresatura con una fresa a disco. Fresatura di spallamenti. La fresatura di ogni listello viene eseguita come descritto per la lavorazione con fresa a disco. Nella fig. 128 mostra la fresatura di spallamenti.
e l'avanzamento minuto secondo la formula (4): impostare il quadrante del cambio su 500 giri/min e il bordo della mangiatoia a 80 mm/min. Pertanto, la fresatura a spallamento con una fresa a candela verrà eseguita alla stessa velocità di taglio e avanzamento minuto della fresatura con una fresa a disco. Fresatura di spallamenti. La fresatura di ogni listello viene eseguita come descritto per la lavorazione con fresa a disco. Nella fig. 128 mostra la fresatura di spallamenti. Fresatura attraverso asole rettangolari
Quando si fresa attraverso scanalature rettangolari, vengono utilizzate frese a disco a tre lati (Fig. 123, e) o frese a candela (Fig. 124). Quando si fresano fessure rettangolari, la larghezza della fresa a disco o il diametro della fresa deve corrispondere alla dimensione del disegno della scanalatura fresata con deviazioni consentite, il che è vero solo nei casi in cui la fresa a disco installata non ha eccentricità e la la fresa non ha eccentricità radiale. Se la fresa batte, la larghezza della scanalatura fresata sarà maggiore della larghezza della fresa o, come si suol dire, della fresa romperà solco, che può portare al matrimonio. Pertanto, viene scelta una fresa a tre lati con una larghezza leggermente inferiore alla larghezza della scanalatura fresata. Poiché le frese a disco trilaterali sono realizzate con denti appuntiti, dopo la successiva riaffilatura dei denti frontali, la larghezza della fresa diminuirà. Pertanto, questa fresa, dopo l'affilatura, non sarà più adatta per fresare una fessura rettangolare nel lotto successivo di pezzi. Per mantenere la larghezza richiesta delle frese a disco a tre lati dopo la riaffilatura, sono realizzate in composito con denti sovrapposti (vedere Fig. 123, d), che consente di regolarne le dimensioni. A tale scopo nel connettore di tale taglierina composita vengono inserite guarnizioni in acciaio o lamina di rame. Le frese a candela non consentono di regolare il loro diametro, quindi la lavorazione di scanalature precise è possibile solo con una nuova fresa. Recentemente sono comparsi mandrini per il fissaggio delle frese, che consentono di installare una fresa eccentricità regolabile rispetto al mandrino, cioè con una certa concentricità regolabile, che consente di fresare scanalature precise con una fresa che ha perso le sue dimensioni dopo la riaffilatura. Il processo di fresatura di scanalature rettangolari, ovvero l'installazione della fresa, il bloccaggio del pezzo, nonché le tecniche di fresatura, non differiscono dai metodi di fresatura a spallamento descritti sopra.Fresatura di asole chiuse
In tavola spessore 15 mm(Fig. 129) è necessario fresare una scanalatura chiusa di larghezza 16 mm e lunghezza 32 mm. Tale lavorazione dovrebbe essere eseguita con una fresa su una fresatrice verticale o una fresatrice orizzontale con testa di fresatura verticale sopraelevata. Selezione della taglierina. Sceglieremo per la lavorazione verticale: una fresatrice 6M12P e una fresa con un diametro di 16 mm con gambo cilindrico e dentatura normale (numero di denti z=5). Preparazione al lavoro. Il pezzo entra nella fresatrice con una scanalatura marcata. Poiché è necessario eseguire la scanalatura al centro del pezzo, è possibile fissarla a livello delle ganasce della morsa, ma le guarnizioni parallele devono essere posizionate in modo che la fresa possa avere un'uscita tra di loro (Fig. 130) .
Tale lavorazione dovrebbe essere eseguita con una fresa su una fresatrice verticale o una fresatrice orizzontale con testa di fresatura verticale sopraelevata. Selezione della taglierina. Sceglieremo per la lavorazione verticale: una fresatrice 6M12P e una fresa con un diametro di 16 mm con gambo cilindrico e dentatura normale (numero di denti z=5). Preparazione al lavoro. Il pezzo entra nella fresatrice con una scanalatura marcata. Poiché è necessario eseguire la scanalatura al centro del pezzo, è possibile fissarla a livello delle ganasce della morsa, ma le guarnizioni parallele devono essere posizionate in modo che la fresa possa avere un'uscita tra di loro (Fig. 130) .  Dopo aver installato il pezzo, la fresa viene fissata nel mandrino della macchina. A tale scopo inserire il gambo della fresa nel mandrino secondo la fig. 48, e la cartuccia stessa è fissata nella sede conica del perno. Impostazione della macchina in modalità fresatura. Set avanzamento taglierina 0,01 mm/dente, velocità di taglio 25 m/min, che corrisponde a 500 giri/min con diametro fresa D = 16 mm. In questo caso, l'avanzamento minuto secondo la formula (4): Poiché l'avanzamento più piccolo sulla macchina è 31,5 mm/min, scegli questo feed. Impostiamo il quadrante della casella di alimentazione della macchina su un'alimentazione al minuto di 31,5 mm/min e calcolare l'avanzamento risultante per 1 dente secondo la formula (5): Pertanto, freseremo la scanalatura con una fresa D = 16 mm realizzato in acciaio rapido P18 con una velocità di taglio di 25 m/min o 500 giri/min e quando si applica il 31.5 mm/min o 0,013 mm/dente. Applicare l'emulsione rinfrescante. Fresatura di scanalature, Nella fig. 131 mostra come viene fresata una scanalatura in una tavola. Di solito, dopo aver impostato la taglierina nella sua posizione originale, dare prima un piccolo avanzamento verticale manuale in modo che la taglierina tagli ad una profondità di 4-5 mm. Successivamente si attiva l'avanzamento meccanico longitudinale che dà, come indicato dalla freccia, il movimento avanti e indietro della tavola con il pezzo fisso, sollevando la tavola di 4-5 mm dopo ogni doppia corsa, fino alla fresatura della scanalatura per tutta la lunghezza.
Dopo aver installato il pezzo, la fresa viene fissata nel mandrino della macchina. A tale scopo inserire il gambo della fresa nel mandrino secondo la fig. 48, e la cartuccia stessa è fissata nella sede conica del perno. Impostazione della macchina in modalità fresatura. Set avanzamento taglierina 0,01 mm/dente, velocità di taglio 25 m/min, che corrisponde a 500 giri/min con diametro fresa D = 16 mm. In questo caso, l'avanzamento minuto secondo la formula (4): Poiché l'avanzamento più piccolo sulla macchina è 31,5 mm/min, scegli questo feed. Impostiamo il quadrante della casella di alimentazione della macchina su un'alimentazione al minuto di 31,5 mm/min e calcolare l'avanzamento risultante per 1 dente secondo la formula (5): Pertanto, freseremo la scanalatura con una fresa D = 16 mm realizzato in acciaio rapido P18 con una velocità di taglio di 25 m/min o 500 giri/min e quando si applica il 31.5 mm/min o 0,013 mm/dente. Applicare l'emulsione rinfrescante. Fresatura di scanalature, Nella fig. 131 mostra come viene fresata una scanalatura in una tavola. Di solito, dopo aver impostato la taglierina nella sua posizione originale, dare prima un piccolo avanzamento verticale manuale in modo che la taglierina tagli ad una profondità di 4-5 mm. Successivamente si attiva l'avanzamento meccanico longitudinale che dà, come indicato dalla freccia, il movimento avanti e indietro della tavola con il pezzo fisso, sollevando la tavola di 4-5 mm dopo ogni doppia corsa, fino alla fresatura della scanalatura per tutta la lunghezza. Fresatura di spallamenti e scanalature ad alta velocità
Gli operatori di fresatura ad alta velocità utilizzano ampiamente la fresatura ad alta velocità di sporgenze e scanalature con frese a disco con piastre in lega dura. Quando si elabora ad alta velocità sporgenze e scanalature, è necessario macinazione dell'alimentazione. Nella fig. 132 e 133 mostrano i progetti di frese a disco per il taglio ad alta velocità utilizzate nello stabilimento di Leningrado Kirov. Nella fig. 132 mostra una taglierina con piastre saldate lega dura 2
al corpo in acciaio 1
. Tali frese vengono utilizzate con una larghezza di fresatura ridotta. Uno dei vantaggi delle frese ad inserti brasati è la capacità di serrare frequentemente i denti, il che è importante per un funzionamento regolare. Un altro vantaggio è la possibilità di utilizzare il disco nel lavoro per quasi tutta la sua dimensione. I principali svantaggi di queste frese sono l'impossibilità di regolare larghezza e diametro, la difficoltà di sostituire i denti in caso di rottura e la difficoltà di saldatura. Nella fig. 133 mostra una fresa ad alta velocità con inserti nel corpo 1
coltelli scanalati 2
dotato di piastre in lega dura. I cunei vengono utilizzati per fissare i coltelli nel corpo. 3
. Per la fresatura di spallamenti e scanalature larghe è più opportuno utilizzare frese a disco con lame in metallo duro inserite.
Nella fig. 132 mostra una taglierina con piastre saldate lega dura 2
al corpo in acciaio 1
. Tali frese vengono utilizzate con una larghezza di fresatura ridotta. Uno dei vantaggi delle frese ad inserti brasati è la capacità di serrare frequentemente i denti, il che è importante per un funzionamento regolare. Un altro vantaggio è la possibilità di utilizzare il disco nel lavoro per quasi tutta la sua dimensione. I principali svantaggi di queste frese sono l'impossibilità di regolare larghezza e diametro, la difficoltà di sostituire i denti in caso di rottura e la difficoltà di saldatura. Nella fig. 133 mostra una fresa ad alta velocità con inserti nel corpo 1
coltelli scanalati 2
dotato di piastre in lega dura. I cunei vengono utilizzati per fissare i coltelli nel corpo. 3
. Per la fresatura di spallamenti e scanalature larghe è più opportuno utilizzare frese a disco con lame in metallo duro inserite. Possibili metodi di fresatura a spallamento
Nella fig. 134 vengono fornite tre opzioni per la fresatura delle sporgenze su una barra. Nella fig. 134, e ogni spalla viene fresata con una fresa a disco a tre lati. Questo metodo viene solitamente utilizzato quando si elabora un numero limitato di pezzi. Nella fig. 134, b, entrambe le sporgenze vengono fresate contemporaneamente con un set di due frese a doppio disco dello stesso diametro. Per ottenere una determinata dimensione tra i listelli, un apposito set di anelli viene posizionato sul mandrino tra le frese (vedi Fig. 44, c). Questo metodo è più produttivo e viene utilizzato durante la lavorazione di un lotto di pezzi identici. Nella fig. 134, in entrambe le sporgenze vengono lavorate in sequenza con una taglierina a disco bilaterale su un dispositivo a due posizioni. Dopo aver fresato la prima spalla (prima posizione), l'attrezzatura viene ruotata e posizionata nella seconda posizione per fresare la seconda spalla. Questo metodo di lavorazione richiede un dispositivo speciale e viene utilizzato nella produzione di un lotto di parti identiche. Rispetto alla lavorazione con il primo metodo (Fig. 134, a), offre maggiore precisione e riduce il tempo per riorganizzare la parte per fresare la seconda sporgenza, ma è meno produttivo del secondo metodo (Fig. 134.6). A seconda del numero di pezzi messi in lavorazione contemporaneamente (dimensione del lotto), ciascuna delle tre opzioni per la fresatura di spallamenti sopra descritte può rivelarsi la più razionale.
Nella fig. 134, e ogni spalla viene fresata con una fresa a disco a tre lati. Questo metodo viene solitamente utilizzato quando si elabora un numero limitato di pezzi. Nella fig. 134, b, entrambe le sporgenze vengono fresate contemporaneamente con un set di due frese a doppio disco dello stesso diametro. Per ottenere una determinata dimensione tra i listelli, un apposito set di anelli viene posizionato sul mandrino tra le frese (vedi Fig. 44, c). Questo metodo è più produttivo e viene utilizzato durante la lavorazione di un lotto di pezzi identici. Nella fig. 134, in entrambe le sporgenze vengono lavorate in sequenza con una taglierina a disco bilaterale su un dispositivo a due posizioni. Dopo aver fresato la prima spalla (prima posizione), l'attrezzatura viene ruotata e posizionata nella seconda posizione per fresare la seconda spalla. Questo metodo di lavorazione richiede un dispositivo speciale e viene utilizzato nella produzione di un lotto di parti identiche. Rispetto alla lavorazione con il primo metodo (Fig. 134, a), offre maggiore precisione e riduce il tempo per riorganizzare la parte per fresare la seconda sporgenza, ma è meno produttivo del secondo metodo (Fig. 134.6). A seconda del numero di pezzi messi in lavorazione contemporaneamente (dimensione del lotto), ciascuna delle tre opzioni per la fresatura di spallamenti sopra descritte può rivelarsi la più razionale.- In contatto con 0
- Google Plus 0
- OK 0
- Facebook 0